

Kiel ni ĉiuj scias, plej multaj homoj uzas lacnc router 1325 preza maŝinotranĉi kaj gravuri lignon, MDF, plasto, akrila kaj aliaj nemetalaj materialoj.Por la metalo, ili pensas, ili estas tro malmolaj.cnc router maŝino ligno gravuraĵone povas tranĉi ilin.Sed, mi volas diri al vi la1325 atc cnc router-maŝinoankaŭ povas prilabori metalon, ne la tuta metalo estas havebla.Nur la mola metalo, kiel aluminio kaj kupro ktp. Ĉi tiu estas la paŝo pri kiel uzi lalignotranĉilo maŝino cnc routertranĉante aluminion.
Paŝo 1-a、Enŝaltu la potencon de la maŝino kaj konektu la komunikadlinion por certigi, ke la kontrolsistemo povas funkcii la maŝinon normale.

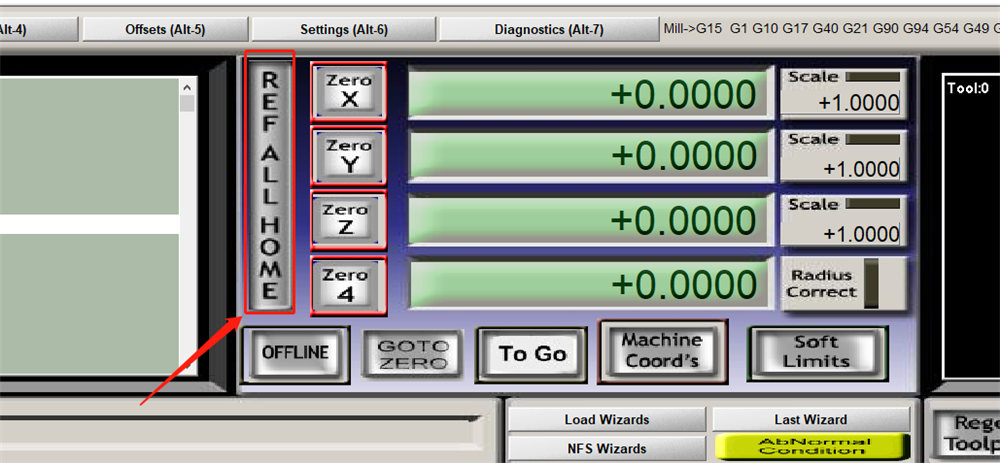
Paŝo 2-a、Lasu la XYZ-akson de la maŝino reveni al la mekanika origino por certigi, ke la limoj de ĉiu akso povas esti uzataj normale.
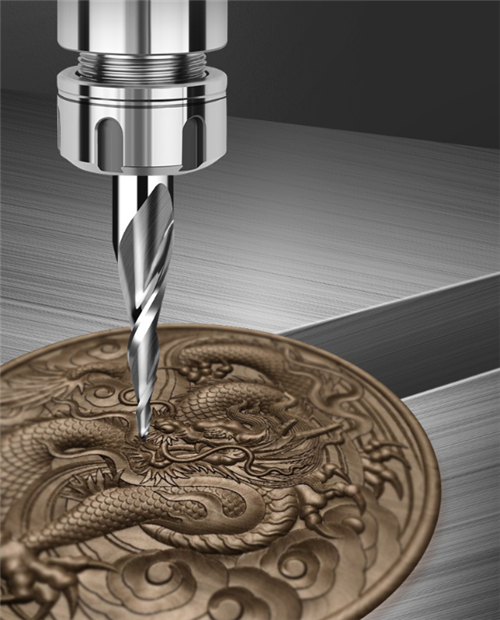
Paŝo 3-a, Instalu la ilojn por prilaborado, certigu la ilojn firmajn kaj stabilajn.(La materialaj profesiaj iloj por aluminio devas esti uzataj de volframa ŝtala alojo. La unutranĉa helikforma tranĉilo kaj la platfunda duoble helikforma tranĉilo taŭgas por tranĉado, kaj la pintforma pilka tranĉilo kaj la platfunda pinta tranĉilo taŭgas por ĉizado.)



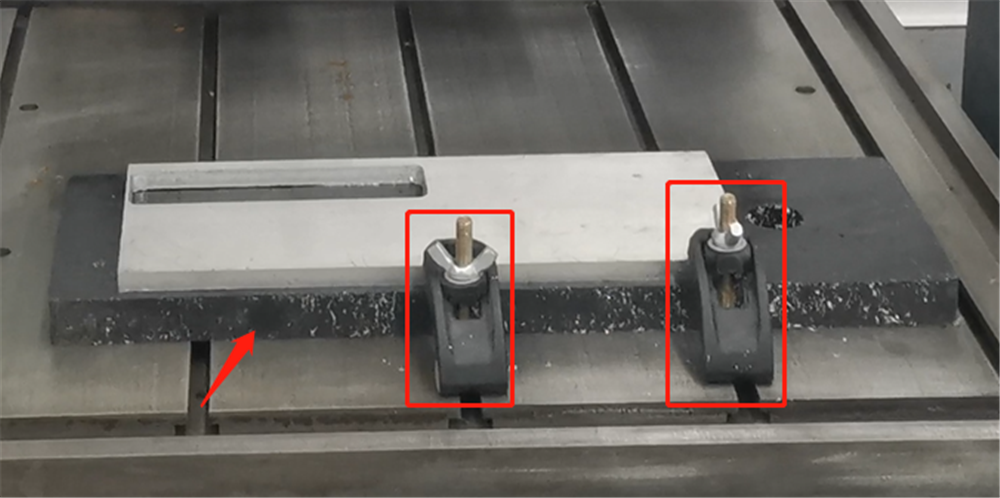
Paŝo 4-a、Uzu la ilojn ripari la materialojn necesajn prilabori.(Noto: denseca tabulo devas esti metita sub la pretigan materialon por malhelpi damaĝon al la tablo dum tranĉado de la pretiga materialo)
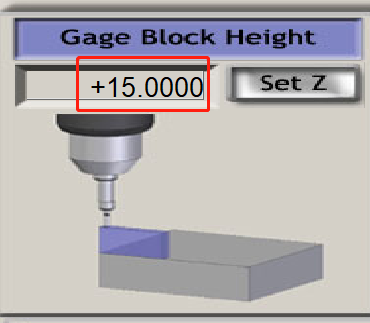
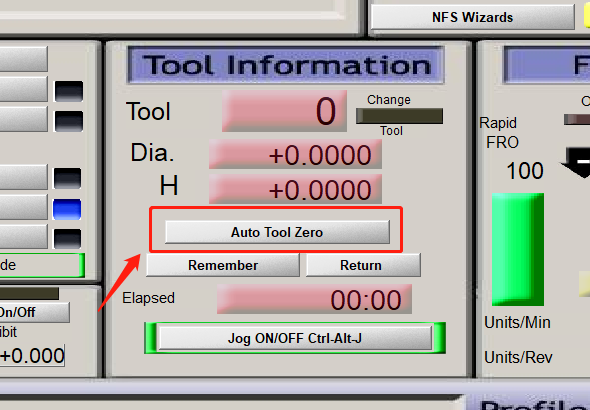
Paŝo 5-a、Per programara kontrolo, movu la XYZ-akson al la deirpunkto de la maŝinprilabora materialo.(Post kiam la koordinatoj de la XY-akso estas forigitaj, metu la ilan agordan blokon sur la surfacon de la prilaborota materialo. Post kiam la Z-akso uzas la ilan agordan funkcion, la maŝina komenca punkto de la Z-akso estas aŭtomate konfirmita. Bonvolu noti, ke kiam la Z-akso moviĝas al la surfaco de la pretiga materialo 1cm, Uzante la programaron trotadkontrolon, lasu la Z-akson malrapide malsupreniri al la surfaco de la materialo.)
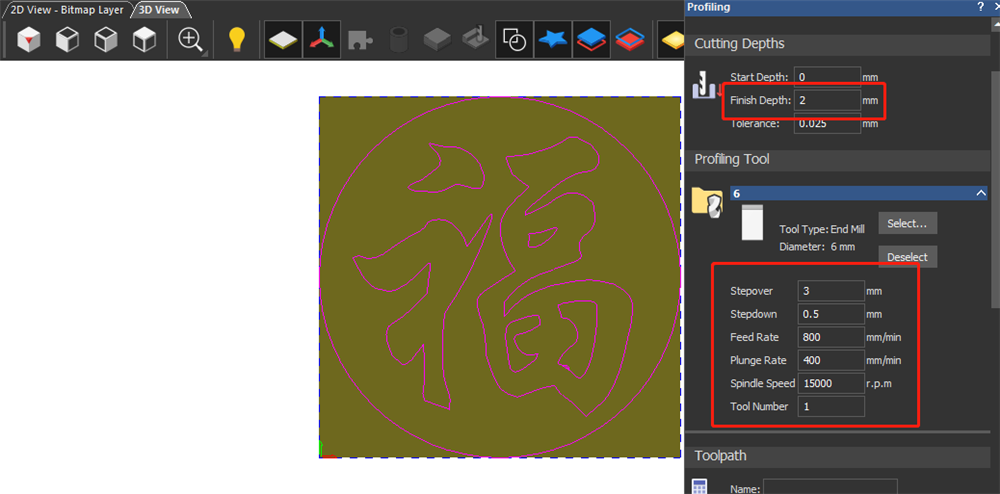
Paŝo 6-a、Importu la NC-dosieron por esti prilaborita en la kontrola programaro.(Se estas ia krizo dum la prilaborado, bonvolu premi la krizhaltŝaltilon) Agordu la parametrojn por prilaborado de la aluminio-plato.Laŭ la specifoj de la spindelo kaj la ilo, la fiksitaj prilaboraj parametroj temas pri la rapido de 600-2000mm/min kaj la rotacia rapideco de 12000-15000rpm.La profundo de la tranĉilo estas 0,2 -0,5 mm.Ju pli malgranda estas la diametro de la ilo, des pli malprofunda estas la tranĉa profundo.Ĉi tiuj estas la parametroj por tranĉi aluminiajn platojn per 6mm-diametra tranĉilo.
Paŝo 7-a、La oleo-nebulpumpilo injektas fridigaĵon, kunlaboru kun la aerkompresoro 0.2-0.4mpa, ŝaltu la ŝaltilon de la oleo-nebul-malvarmiga aparato, vicigu la ŝprucilon kun la pinto de la ilo, malvarmigu la ilon kaj forigu la ŝprucaĵon.



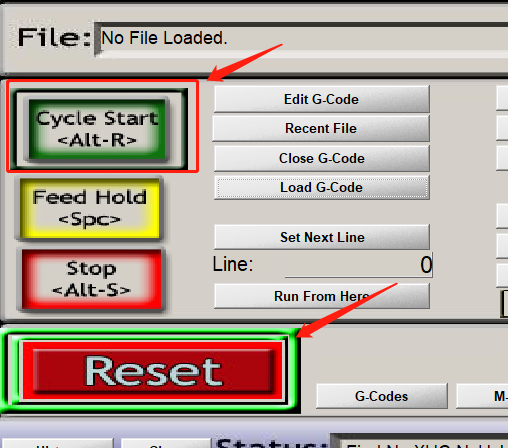
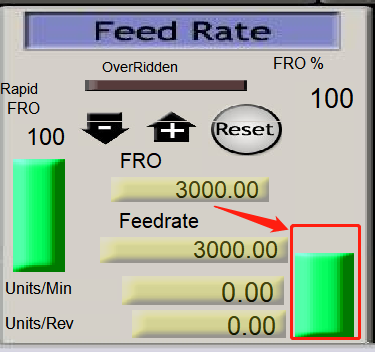
Paŝo 8-a、Alklaku la startbutonon por komenci prilaboradon.(Noto: Kiam vi uzas la maŝinon por komenci pretigon, nepre redukti la komencan pretigan rapidon. Se ne estas problemo pri la prilaborado, la pretiga rapido povas esti restarigita al la fiksita rapido iom post iom.)
Jinan Tekai Maŝinaro Co.,Ltd.
Tel: +86 18615261626
Whatsapp:+8618615261626
Retpoŝto:info@tekaicnc-laser.com
Aldonu: 517, Fenikso-Monta Internacia Kultura Urbo, No.8 Biaoshan Suda Vojo, Distrikto Tianqiao, Jinan, Shandong, Ĉinio
© Kopirajto - 2010-2023 : Ĉiuj Rajtoj Rezervitaj.
Varmaj Produktoj - Retejmapo



