

જેમ આપણે બધા જાણીએ છીએ, મોટાભાગના લોકો તેનો ઉપયોગ કરે છેસીએનસી રાઉટર 1325 કિંમતનું મશીનલાકડા, MDF, પ્લાસ્ટિક, એક્રેલિક અને અન્ય બિન-ધાતુ સામગ્રીને કાપવા અને કોતરણી કરવી.ધાતુ માટે, તેઓ વિચારે છે, તેઓ ખૂબ સખત છે.સીએનસી રાઉટર મશીન લાકડાની કોતરણીતેમને કાપી શકતા નથી.પરંતુ, હું તમને જણાવવા માંગુ છું1325 એટીસી સીએનસી રાઉટર મશીનપણ મેટલ પર પ્રક્રિયા કરી શકે છે, બધી ધાતુ ઉપલબ્ધ નથી.માત્ર નરમ ધાતુ, જેમ કે એલ્યુમિનિયમ અને કોપર વગેરે. કેવી રીતે ઉપયોગ કરવો તે વિશે આ પગલું છેવુડ કટર મશીન સીએનસી રાઉટરએલ્યુમિનિયમ કટીંગ.
પગલું 1મું, કંટ્રોલ સિસ્ટમ મશીનને સામાન્ય રીતે ઓપરેટ કરી શકે તેની ખાતરી કરવા માટે મશીનનો પાવર ચાલુ કરો અને કમ્યુનિકેશન લાઇનને કનેક્ટ કરો.

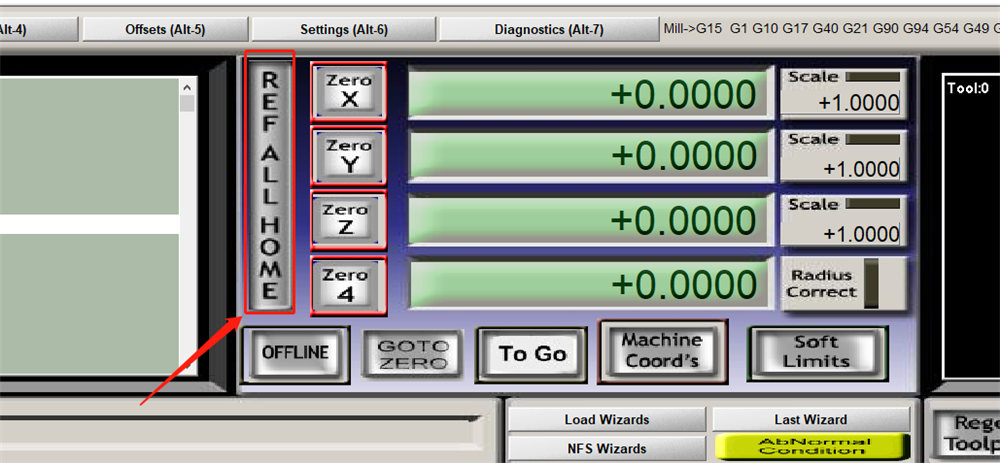
પગલું 2મું, દરેક અક્ષની મર્યાદાનો સામાન્ય રીતે ઉપયોગ કરી શકાય તેની ખાતરી કરવા માટે મશીનની XYZ અક્ષને યાંત્રિક મૂળ પર પાછા આવવા દો.
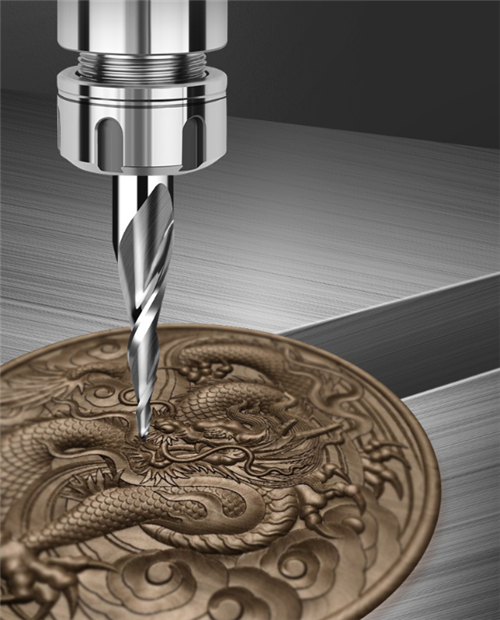
પગલું 3મું, પ્રોસેસિંગ માટે ટૂલ્સ ઇન્સ્ટોલ કરો, ટૂલ્સ મજબૂત અને સ્થિર હોવાની ખાતરી કરો.(એલ્યુમિનિયમ માટે સામગ્રી વ્યાવસાયિક સાધનો ટંગસ્ટન સ્ટીલ એલોયનો ઉપયોગ કરવો જોઈએ. સિંગલ-એજ્ડ હેલિકલ છરી અને ફ્લેટ-બોટમ ડબલ-એજ હેલિકલ નાઈફ કાપવા માટે યોગ્ય છે, અને ટેપર્ડ બોલ નાઈફ અને ફ્લેટ બોટમવાળા પોઈન્ટેડ નાઈફ યોગ્ય છે. કોતરણી.)



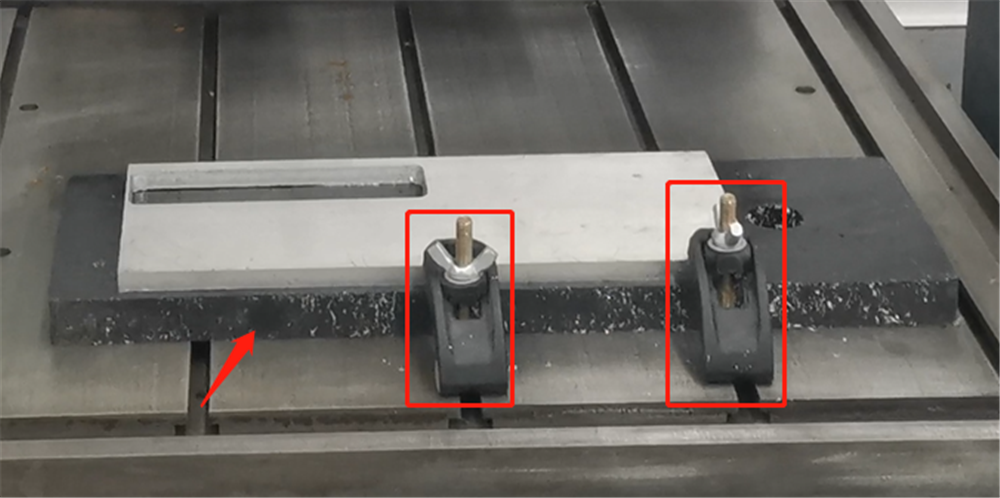
પગલું 4થું, જે સામગ્રી પર પ્રક્રિયા કરવાની જરૂર છે તેને ઠીક કરવા માટે સાધનોનો ઉપયોગ કરો.(નોંધ: પ્રોસેસિંગ સામગ્રીને કાપતી વખતે ટેબલને નુકસાન ન થાય તે માટે પ્રોસેસિંગ મટિરિયલની નીચે ઘનતાનું બોર્ડ મૂકવું આવશ્યક છે)
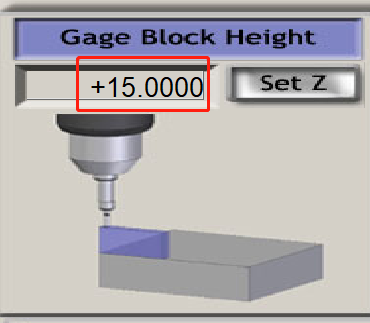
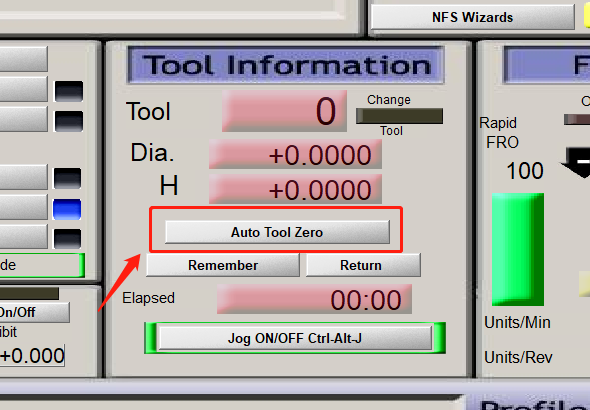
પગલું 5મું, સોફ્ટવેર નિયંત્રણ દ્વારા, XYZ અક્ષને મશીનિંગ સામગ્રીના પ્રારંભિક બિંદુ પર ખસેડો.(XY અક્ષ કોઓર્ડિનેટ્સ સાફ થઈ ગયા પછી, પ્રક્રિયા કરવા માટેની સામગ્રીની સપાટી પર ટૂલ સેટિંગ બ્લોક મૂકો. Z અક્ષ ટૂલ સેટિંગ ફંક્શનનો ઉપયોગ કરે પછી, Z અક્ષના મશીનિંગ સ્ટાર્ટ પોઈન્ટની આપમેળે પુષ્ટિ થઈ જાય છે. કૃપા કરીને નોંધો કે જ્યારે Z અક્ષ પ્રોસેસિંગ સામગ્રીની સપાટી પર 1cm ખસે છે, સોફ્ટવેર જોગ કંટ્રોલનો ઉપયોગ કરીને, Z અક્ષને ધીમે ધીમે સામગ્રીની સપાટી પર આવવા દો.)
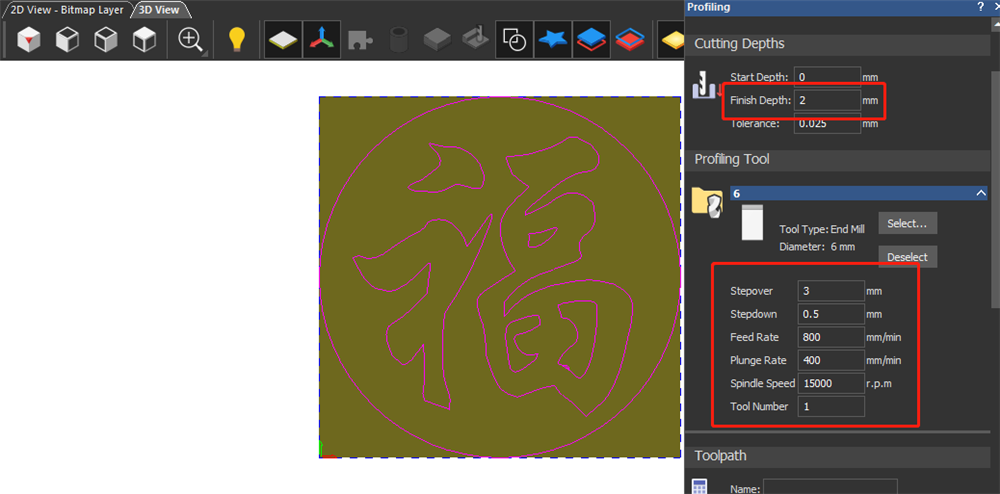
પગલું 6 કંટ્રોલ સોફ્ટવેરમાં પ્રક્રિયા કરવા માટે NC ફાઇલને આયાત કરો.(જો પ્રોસેસિંગ દરમિયાન કોઈ કટોકટી હોય, તો કૃપા કરીને ઈમરજન્સી સ્ટોપ સ્વીચ દબાવો) એલ્યુમિનિયમ પ્લેટની પ્રક્રિયા માટે પરિમાણો સેટ કરો.સ્પિન્ડલ અને ટૂલના સ્પષ્ટીકરણો અનુસાર, સેટ પ્રોસેસિંગ પેરામીટર્સ લગભગ 600-2000mm/મિનિટની ઝડપ અને 12000-15000rpm ની રોટેશન સ્પીડ છે.છરીની ઊંડાઈ 0.2 -0.5 મીમી છે.ટૂલનો વ્યાસ જેટલો નાનો હશે, કટીંગની ઊંડાઈ ઓછી હશે.6 મીમી વ્યાસની છરી સાથે એલ્યુમિનિયમ પ્લેટો કાપવા માટેના આ પરિમાણો છે.
પગલું 7મું, ઓઇલ મિસ્ટ પંપ શીતકને ઇન્જેક્ટ કરે છે, એર કોમ્પ્રેસર 0.2-0.4mpa સાથે સહકાર આપે છે, ઓઇલ મિસ્ટ કૂલિંગ ડિવાઇસની સ્વિચ ચાલુ કરો, સ્પ્રેયરને ટૂલની ટોચ સાથે સંરેખિત કરો, ટૂલને ઠંડુ કરો અને સ્વેર્ફ દૂર કરો.



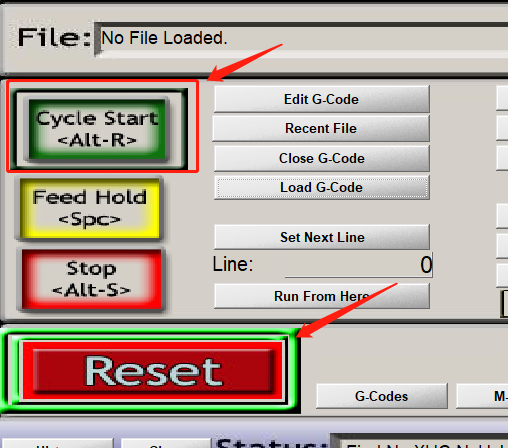
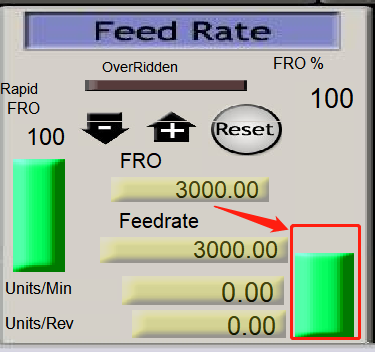
પગલું 8મું, પ્રક્રિયા શરૂ કરવા માટે સ્ટાર્ટ બટન પર ક્લિક કરો.(નોંધ: પ્રક્રિયા શરૂ કરવા માટે મશીનનો ઉપયોગ કરતી વખતે, પ્રારંભિક પ્રક્રિયાની ઝડપ ઘટાડવાની ખાતરી કરો. જો પ્રક્રિયામાં કોઈ સમસ્યા ન હોય, તો પ્રક્રિયાની ઝડપને થોડી-થોડી વારે સેટ ઝડપ પર પુનઃસ્થાપિત કરી શકાય છે.)
જીનાન ટેકાઈ મશીનરી કો., લિ.
ટેલિફોન: +86 18615261626
વોટ્સેપ:+8618615261626
ઉમેરો: 517, ફોનિક્સ માઉન્ટેન ઇન્ટરનેશનલ કલ્ચરલ સિટી, નંબર 8 બિયાઓશાન સાઉથ રોડ, ટિઆંકિયાઓ ડિસ્ટ્રિક્ટ, જીનાન, શેનડોંગ, ચીન
© કૉપિરાઇટ - 2010-2023 : સર્વાધિકાર સુરક્ષિત.
ગરમ ઉત્પાદનો - સાઇટમેપ



