

Kamar yadda muka sani, yawancin mutane suna amfani da suCNC na'ura mai ba da hanya tsakanin hanyoyin sadarwa 1325 farashin injiyankan da sassaƙa itace, MDF, filastik, acrylic da sauran kayan da ba ƙarfe ba.Don karfe, suna tunanin, sun yi yawa.cnc na'ura mai ba da hanya tsakanin hanyoyin sadarwa na katako engravingba zai iya yanke su ba.Amma, ina so in gaya muku1325 CNC na'ura mai ba da hanya tsakanin hanyoyin sadarwakuma yana iya sarrafa karfe, ba duk karfen ke samuwa ba.Kamar ƙarfe mai laushi, irin su aluminum da jan karfe da sauransu. Wannan shine mataki game da yadda ake amfani da shiinjin yankan katako CNC na'ura mai ba da hanya tsakanin hanyoyin sadarwayanke aluminum.
Mataki na 1, Kunna wutar na'ura kuma haɗa layin sadarwa don tabbatar da cewa tsarin sarrafawa zai iya aiki da na'ura kullum.

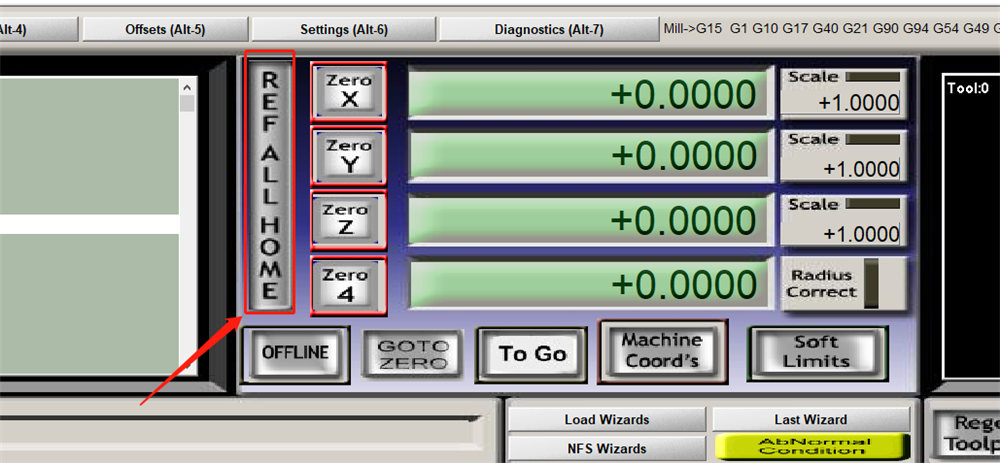
Mataki na 2, Bari mashin XYZ na injin ya koma asalin injin don tabbatar da cewa ana iya amfani da iyakokin kowane axis kullum.
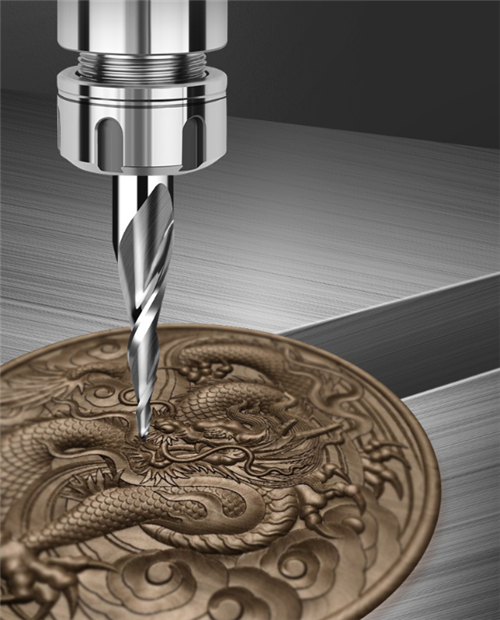
Mataki na 3, Shigar da kayan aikin sarrafawa, tabbatar da ingantaccen kayan aikin da kwanciyar hankali.(Ya kamata a yi amfani da kayan aikin ƙwararrun kayan aikin aluminum na ƙarfe tungsten. Wukar helical mai kaifi guda ɗaya da wuka mai kaifi biyu mai lebur sun dace da yankan, kuma wuƙar ƙwallon ƙafa da wuka mai nunin ɗigon ƙasa. sassaka.)



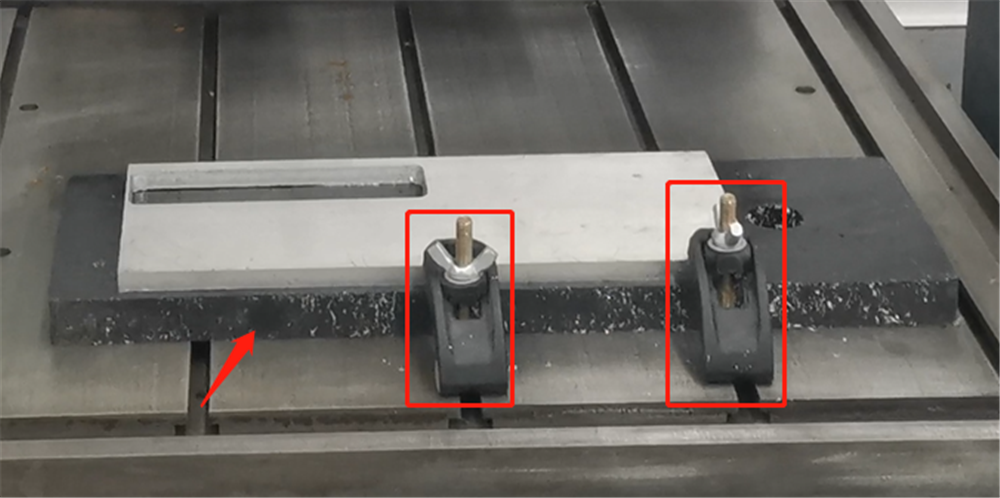
Mataki na 4, Yi amfani da kayan aikin gyara kayan da ake buƙatar sarrafa su.( Lura: Dole ne a sanya katako mai yawa a ƙarƙashin kayan sarrafawa don hana lalacewa ga tebur lokacin yanke kayan aiki)
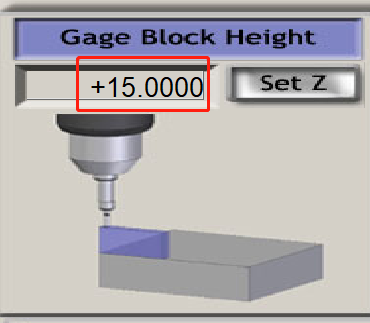
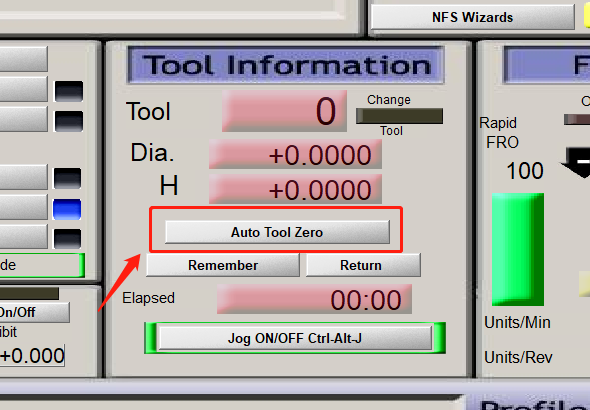
Mataki 5th, Ta hanyar sarrafa software, matsar da XYZ axis zuwa wurin farawa na machining kayan.(Bayan an share madaidaicin axis na XY, sanya shingen saitin kayan aiki a saman kayan da za a sarrafa. Bayan axis Z ta yi amfani da aikin saitin kayan aiki, mashin farawa na mashin ɗin Z yana tabbatarwa ta atomatik. Z axis yana motsawa zuwa saman kayan sarrafawa 1cm, Yin amfani da sarrafa jog na software, bari axis Z a hankali ya sauko zuwa saman kayan.)
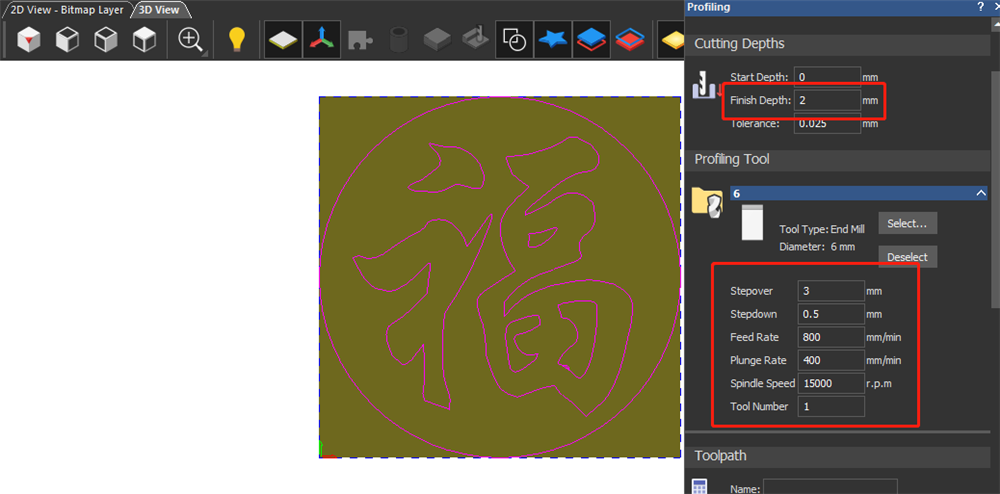
Mataki 6th, Shigo da NC fayil da za a sarrafa a cikin iko software.(Idan akwai wani gaggawa yayin aiki, da fatan za a danna maɓallin dakatar da gaggawa) Saita sigogi don sarrafa farantin aluminum.Dangane da ƙayyadaddun ƙayyadaddun igiya da kayan aiki, sigogin sarrafa saiti suna kusan saurin 600-2000mm/min da saurin juyawa na 12000-15000rpm.Zurfin wuka shine 0.2-0.5mm.Ƙananan diamita na kayan aiki, ƙananan zurfin yankan.Waɗannan su ne sigogi don yanke faranti na aluminum tare da wuka diamita na 6mm.
Mataki na 7, The man hazo famfo allura coolant, yi aiki tare da iska kwampreso 0.2-0.4mpa, kunna canji na man hazo sanyaya na'urar, aligning da sprayer da tip na kayan aiki, kwantar da kayan aiki, da kuma cire swarf.



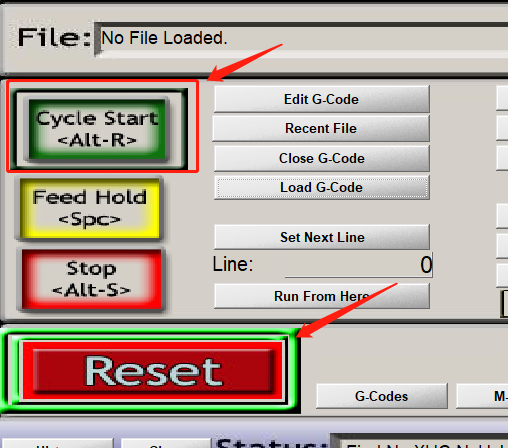
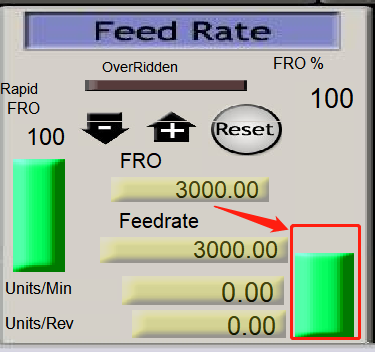
Mataki na 8, Danna maɓallin farawa don fara aiki.(Lura: Lokacin amfani da na'ura don fara sarrafawa, tabbatar da rage saurin sarrafawa. Idan babu matsala tare da sarrafawa, ana iya mayar da saurin sarrafawa zuwa saurin da aka saita kadan da kadan.)
Jinan Tekai Machinery Co., Ltd.
Lambar waya: +86 18615261626
Whatsapp:+ 8618615261626
Ƙara: 517, Dutsen Phoenix City Cultural City, No.8 Hanyar Kudu ta Biaoshan, gundumar Tianqiao, Jinan, Shandong, Sin
© Haƙƙin mallaka - 2010-2023: Duk haƙƙin mallaka.
Zafafan Kayayyaki - Taswirar yanar gizo



