

Mint mindannyian tudjuk, a legtöbb ember használja acnc router 1325 ár gépfa, MDF, műanyag, akril és egyéb nem fém anyagok vágása és gravírozása.A fémhez szerintük túl kemények.cnc router gépi fa gravírozásnem tudja levágni őket.De el akarom mondani neked a1325 atc cnc router gépfémet is képes feldolgozni, nem minden fém áll rendelkezésre.Csak a puha fém, például alumínium és réz stb. Ez a lépés a használatáhozfavágó gép cnc routeralumínium vágás.
1. lépés: Kapcsolja be a gépet, és csatlakoztassa a kommunikációs vonalat, hogy a vezérlőrendszer megfelelően működjön.

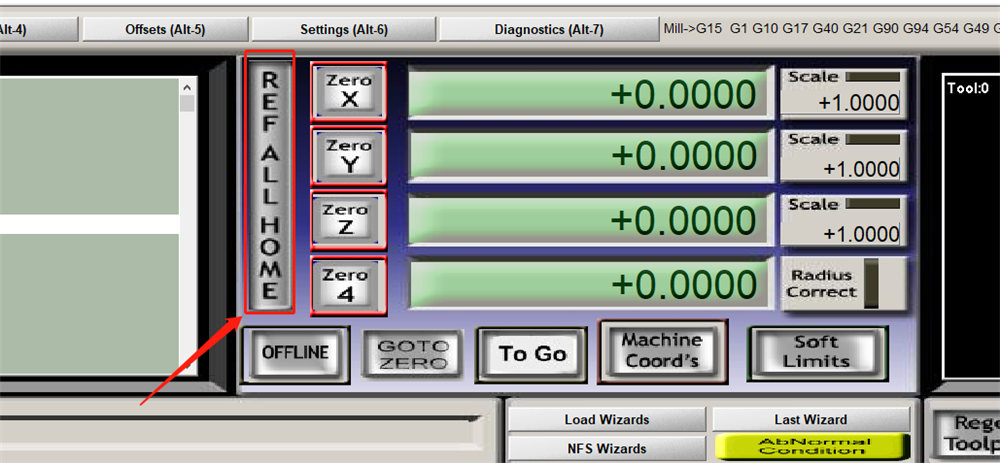
2. lépés. Hagyja, hogy a gép XYZ tengelye visszatérjen a mechanikai origóba, hogy az egyes tengelyek határait megfelelően lehessen használni.
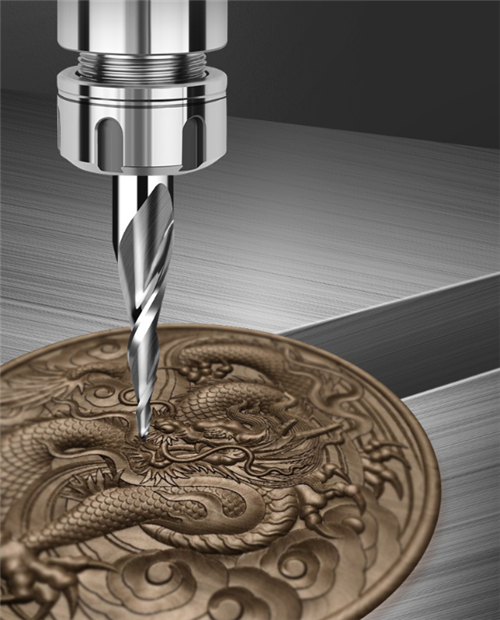
3. lépés: Szerelje be a feldolgozáshoz szükséges eszközöket, biztosítsa, hogy a szerszámok szilárdak és stabilak legyenek.(Az alumíniumhoz készült professzionális szerszámok anyaga volfrámacél ötvözet. Az egyélű spirálkés és a lapos fenekű kétélű spirálkés, a kúpos golyós kés és a lapos fenekű hegyes kés pedig a vágáshoz alkalmas faragás.)



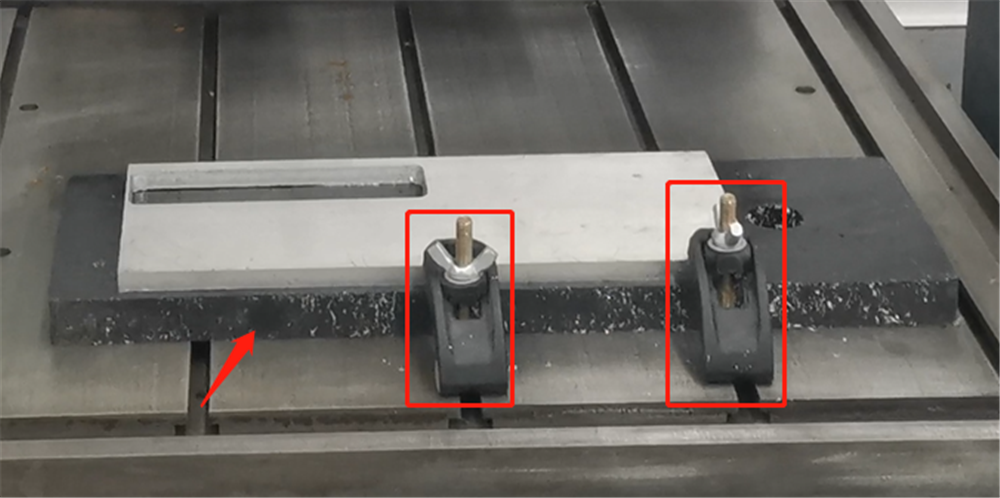
4. lépés: Használja a szerszámokat, javítsa ki a feldolgozandó anyagokat.(Megjegyzés: A feldolgozási anyag alá sűrűségi táblát kell helyezni, hogy elkerüljük az asztal sérülését a feldolgozó anyag vágásakor)
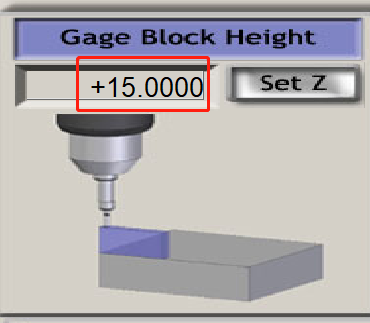
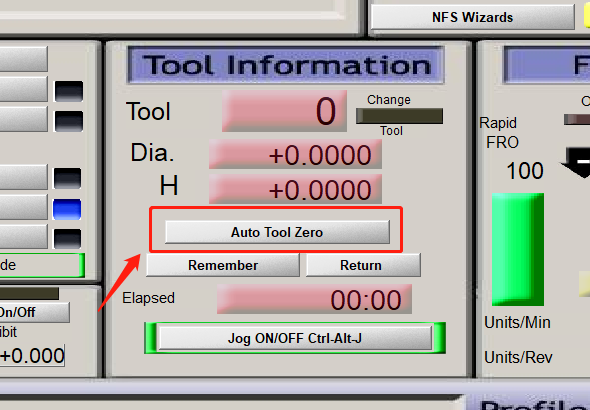
5. lépés: Szoftveres vezérléssel mozgassa az XYZ tengelyt a megmunkálási anyag kezdőpontjához.(Az XY tengely koordinátáinak törlése után helyezze a szerszámbeállító mondatot a megmunkálandó anyag felületére. Miután a Z tengely használja a szerszámbeállító funkciót, a Z tengely megmunkálási kezdőpontja automatikusan megerősítésre kerül. Vegye figyelembe, hogy amikor a Z tengely 1 cm-rel elmozdul a feldolgozó anyag felületéhez, a szoftveres léptető vezérléssel engedje, hogy a Z tengely lassan leereszkedjen az anyag felületére.)
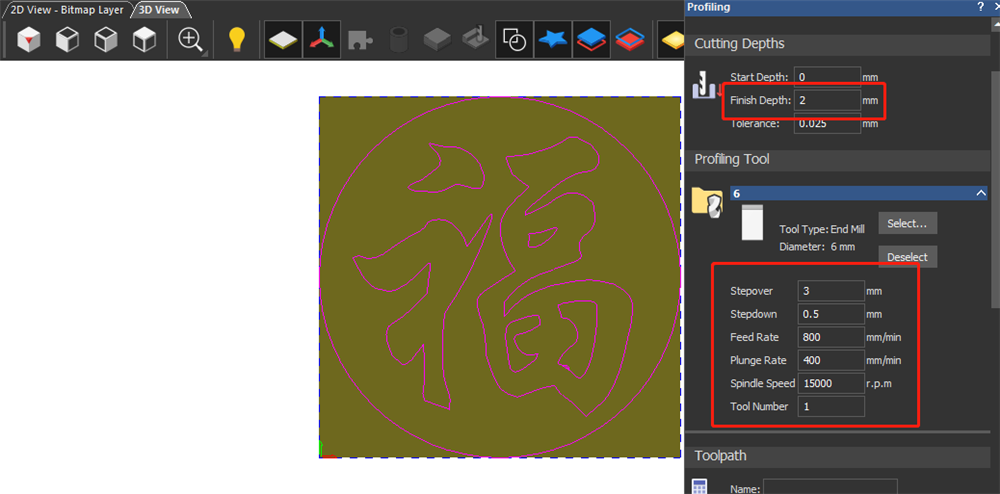
6. lépés: Importálja a feldolgozandó NC fájlt a vezérlőszoftverbe.(Ha a feldolgozás során vészhelyzet van, nyomja meg a vészleállító kapcsolót) Állítsa be az alumíniumlemez feldolgozásának paramétereit.Az orsó és a szerszám specifikációi szerint a beállított feldolgozási paraméterek kb. 600-2000mm/perc fordulatszám és 12000-15000rpm forgási sebesség.A kés mélysége 0,2-0,5 mm.Minél kisebb a szerszám átmérője, annál kisebb a vágási mélység.Ezek a paraméterek az alumíniumlemezek 6 mm átmérőjű késsel történő vágásához.
7. lépés: Az olajköd-szivattyú befecskendezi a hűtőfolyadékot, együttműködik a 0,2-0,4 MPa légkompresszorral, kapcsolja be az olajköd-hűtő berendezés kapcsolóját, igazítsa a permetezőt a szerszám hegyéhez, hűtse le a szerszámot, és távolítsa el a forgácsot.



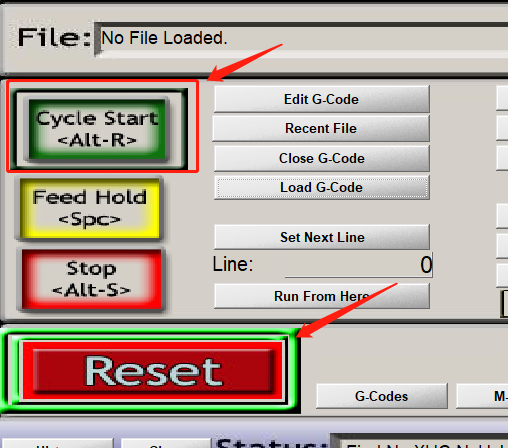
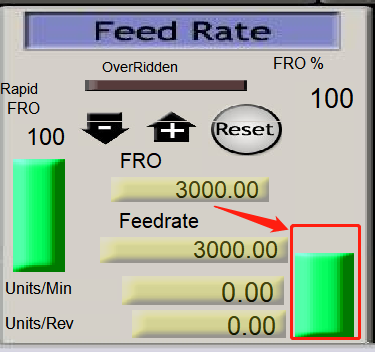
8. lépés: A feldolgozás megkezdéséhez kattintson a Start gombra.(Megjegyzés: Ha a gépet a feldolgozás megkezdésére használja, mindenképpen csökkentse az induló feldolgozási sebességet. Ha a feldolgozás során nincs probléma, a feldolgozási sebesség apránként visszaállítható a beállított sebességre.)
Jinan Tekai Machinery Co., Ltd.
Tel: +86 18615261626
Whatsapp:+8618615261626
Email:info@tekaicnc-laser.com
Cím: 517, Phoenix Mountain International Cultural City, No.8 Biaoshan South Road, Tianqiao District, Jinan, Shandong, Kína
© Copyright - 2010-2023 : Minden jog fenntartva.
Forró termékek - Webhelytérkép



