

Ինչպես մենք բոլորս գիտենք, մարդկանց մեծ մասն օգտագործում էcnc երթուղիչ 1325 գնային մեքենափայտ, MDF, պլաստիկ, ակրիլ և այլ ոչ մետաղական նյութերի կտրում և փորագրում:Մետաղի համար, կարծում են, չափազանց կոշտ են։cnc երթուղղիչ մեքենայի փայտի փորագրությունչի կարող կտրել դրանք:Բայց ես ուզում եմ ձեզ ասել1325 atc cnc երթուղիչի մեքենակարող է նաև մետաղ մշակել, ոչ բոլոր մետաղներն են հասանելի:Պարզապես փափուկ մետաղները, ինչպիսիք են ալյումինը և պղինձը և այլն: Սա այն քայլն է, թե ինչպես օգտագործել այնփայտահատ մեքենա cnc երթուղղիչալյումինի կտրում.
Քայլ 1. Միացրեք մեքենայի հզորությունը և միացրեք կապի գիծը, որպեսզի համոզվեք, որ կառավարման համակարգը կարող է նորմալ աշխատել մեքենան:

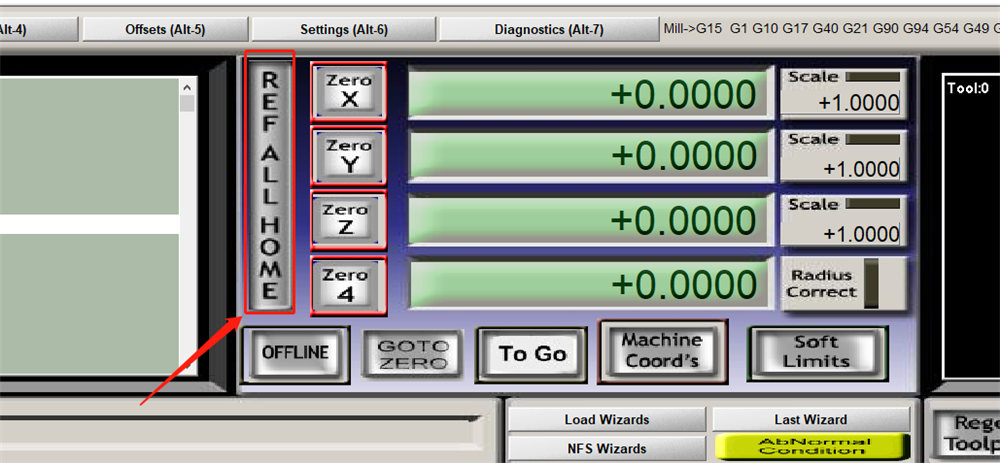
Քայլ 2-րդ, Թույլ տվեք, որ մեքենայի XYZ առանցքը վերադառնա մեխանիկական սկզբնաղբյուրին, որպեսզի համոզվեք, որ յուրաքանչյուր առանցքի սահմանները կարող են նորմալ օգտագործվել:
Քայլ 3. Տեղադրեք մշակման գործիքները, ապահովեք գործիքները ամուր և կայուն:(Ալյումինի համար պրոֆեսիոնալ գործիքների նյութերը պետք է օգտագործվեն վոլֆրամի պողպատի համաձուլվածքից: Միակողմանի պտուտակավոր դանակը և հարթ հատակով երկսայրի պարուրաձև դանակը հարմար են կտրելու համար, իսկ կոնաձև գնդիկավոր դանակը և հարթ հատակով սրածայր դանակը հարմար են կտրելու համար: փորագրություն.)



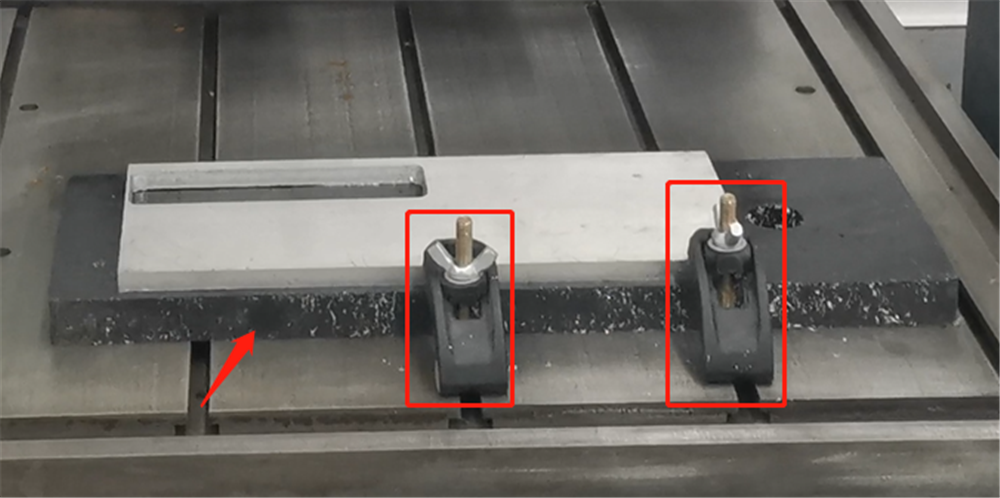
Քայլ 4. Օգտագործեք այն գործիքները, որոնք ամրագրում են մշակման ենթակա նյութերը:(Ծանոթագրություն. Մշակող նյութի տակ պետք է տեղադրվի խտության տախտակ՝ վերամշակող նյութը կտրելիս սեղանի վնասը կանխելու համար)
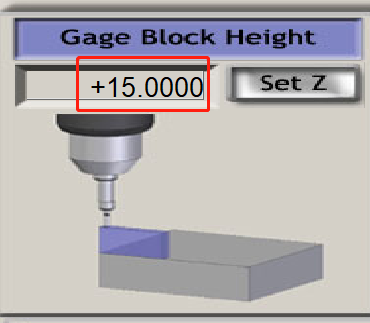
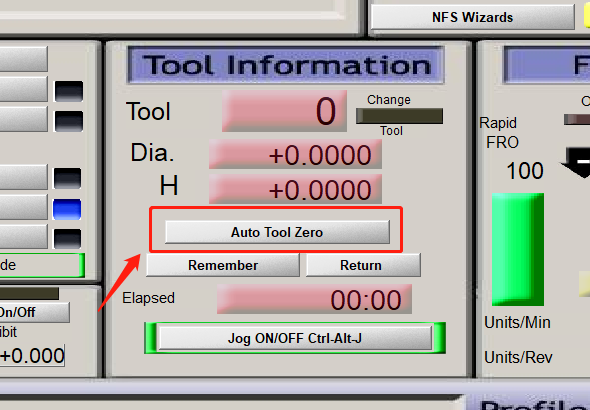
Քայլ 5-րդ, Ծրագրային կառավարման միջոցով տեղափոխեք XYZ առանցքը դեպի մշակման նյութի մեկնարկային կետ:(XY առանցքի կոորդինատները մաքրելուց հետո գործիքի տեղադրման բլոկը տեղադրեք մշակվող նյութի մակերեսի վրա: Z առանցքի գործիքի տեղադրման գործառույթը օգտագործելուց հետո Z առանցքի մշակման մեկնարկային կետը ավտոմատ կերպով հաստատվում է: Խնդրում ենք նկատի ունենալ, որ երբ Z առանցքը շարժվում է դեպի վերամշակող նյութի մակերեսը 1 սմ, Օգտագործելով ծրագրային վազքի կառավարումը, թող Z առանցքը դանդաղորեն իջնի նյութի մակերեսին:)
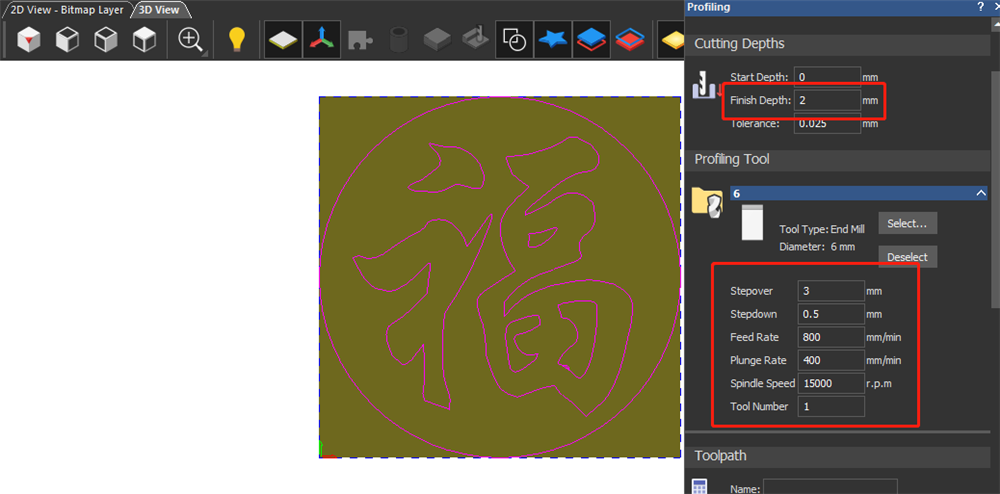
Քայլ 6. Ներմուծեք NC ֆայլը, որը պետք է մշակվի կառավարման ծրագրաշարում:(Եթե մշակման ընթացքում որևէ վթարային իրավիճակ կա, խնդրում ենք սեղմել վթարային կանգառի անջատիչը) Սահմանեք ալյումինե ափսեի մշակման պարամետրերը:Ըստ spindle-ի և գործիքի բնութագրերի, մշակման սահմանված պարամետրերը մոտավորապես 600-2000 մմ/րոպե արագությունն են և 12000-15000 պտույտ/րոպե պտույտի արագությունը:Դանակի խորությունը 0,2 -0,5 մմ է։Որքան փոքր է գործիքի տրամագիծը, այնքան փոքր է կտրման խորությունը:Սրանք 6 մմ տրամագծով դանակով ալյումինե թիթեղները կտրելու պարամետրերն են:
Քայլ 7-րդ. Նավթի մառախուղի պոմպը ներարկում է հովացուցիչ նյութ, համագործակցում է օդային կոմպրեսորի հետ 0,2-0,4 մփա, միացնում է յուղի մառախուղի հովացման սարքի անջատիչը, հարթեցնում է հեղուկացիրը գործիքի ծայրին, հովացնում է գործիքը և հեռացնում թզուկը:



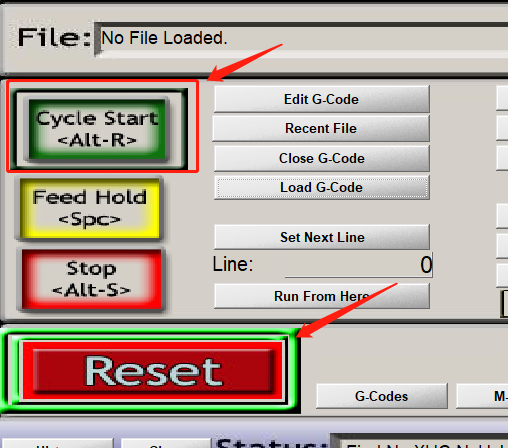
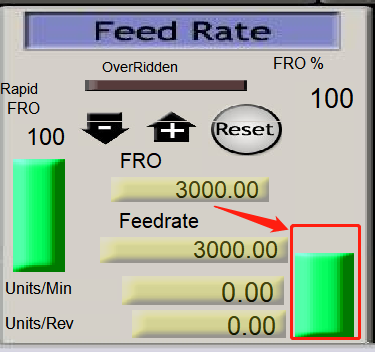
Քայլ 8. Սեղմեք մեկնարկի կոճակը՝ մշակումը սկսելու համար:(Ծանոթագրություն. Երբ մեքենան օգտագործում եք մշակումը սկսելու համար, համոզվեք, որ կրճատեք մեկնարկային մշակման արագությունը: Եթե մշակման հետ կապված խնդիր չկա, ապա մշակման արագությունը կարող է կամաց-կամաց վերականգնվել սահմանված արագությանը:)
Jinan Tekai Machinery Co., Ltd.
Հեռ.՝ +86 18615261626
Whatsapp:+8618615261626
Ավելացնել՝ 517, Phoenix Mountain International Cultural City, No.8 Biaoshan South Road, Tianqiao District, Jinan, Shandong, China
© Հեղինակային իրավունք - 2010-2023. Բոլոր իրավունքները պաշտպանված են:
Թեժ ապրանքներ - Կայքի քարտեզ



