

Սովորականի համարcnc երթուղիչի ավտոմատ գործիքի փոխարկիչ, չնայած ճշգրիտ դիրքավորման և բալոնի ազդեցությունը այնքան էլ ակնհայտ չէ, որքան spindle-ի, շարժիչ շարժիչի, կառավարման համակարգի և վակուումային կլանման հարթակի ազդեցությունը, այն դեռ շատ արդյունավետ է կահույքի պատվերով մշակման համար:
一、Մխոցների դիրքավորման տեղադրում
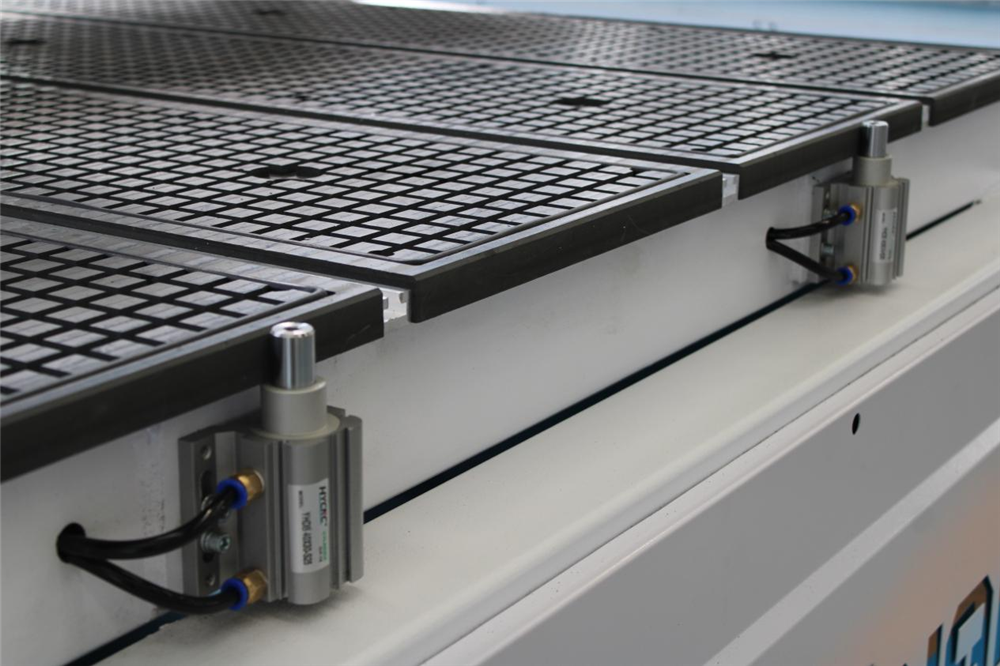
Ընդհանրապես, յուրաքանչյուրգծային atc փայտի cnc երթուղիչներունի 5 բալոնային դիրքավորում, որը գտնվում է ֆյուզելաժի Y առանցքի և X առանցքի ուղղություններով, 3-ը՝ Y առանցքի ուղղությամբ և 2-ը՝ X առանցքի ուղղությամբ (դիրքավորման բալոնների թիվը կարող է հարմարեցվել հաճախորդի պահանջներին համապատասխան):Դիրքորոշման մխոցի տեղադրման պահանջները համեմատաբար խիստ են:Մխոցային նստատեղի տեղադրումը պատրաստված է չուգունից կամ այլ նյութերից, որոնք ունեն ուժեղ հակաթրթռումային և հարվածներ կլանող հզորություն, և թիթեղը չի դեֆորմացվի, երբ թիթեղը անընդհատ դիրքավորվի և բախվի:Բացի այդ, տեղադրման ընթացքում տեղադրման դիրքը կարգավորելու համար անհրաժեշտ է օգտագործել հավաքիչի ցուցիչը՝ ապահովելու համար, որ ուղղահայաց ուղղությունը սեղանի հետ 90 աստիճանի անկյան տակ է, իսկ դիրքավորման առանցքի L-աձև ուղղությունը նույնպես 90-ի վրա է: աստիճանի անկյուն:
二、Գլանների դիրքավորման գործառույթը
Ապահովեք ճշգրիտ դիրքավորման գործառույթը թերթի արտադրության և մշակման համար:Նախքանatc փայտի փորագրման cnc երթուղիչսկսել աշխատել, անհրաժեշտ է ճշգրիտ տեղորոշել արտադրվող և մշակվող աշխատանքային մասի մեկնարկային կետը:Եթեմեքենահագեցած չէ բալոնների տեղադրմամբ, արտադրության և մշակման ճշգրտությունն ապահովելու համար մենք պետք է կատարենք ճշգրիտ դիրքավորման ճշգրտման քայլեր յուրաքանչյուր թերթիկի համար:
Դիրքորոշման բալոնների առավելությունները
Կրճատել կրկնվող դիրքավորման ժամանակը, նվազեցնել ափսեների ձեռքով տեղադրման ժամանակը և բարելավել աշխատանքի արդյունավետությունը:Երբ որմեքենաբազմիցս մշակում է նույն թերթիկը զանգվածային արտադրության համար:Մխոցի դիրքը տեղադրելուց հետո կարելի է համոզվել, որ յուրաքանչյուր թերթիկը նույն դիրքում է տեղադրվում վակուումային սեղանի վրա։մեքենա, և կարիք չկա բազմիցս չափել մեքենայի աշխատանքի մեկնարկային կետը։
Բացի այդ, երբ հաճախորդը պետք է անի պանելային կահույքի մշակում, որոշ վահանակների երեքը մեկում անցքերը պետք է ծակվեն վահանակի առջևի և հետևի երկու կողմերում:Շրջումից հետո դիրքավորման և հարվածների ճշգրտությունը:
四、Դիրքավորման բալոնի անվտանգության կատարումը
Վահանակային կահույքի արտադրության գծի գլանների դիրքավորումը վերահսկվում է կառավարման համակարգի ծրագրով։Շրջանակներից դուրս պաշտպանիչ սարքի դեպքում, երբ մխոցի դիրքավորման լիսեռը երկարացվում է, մեքենան ավտոմատ կերպով դադարում է աշխատել՝ կանխելու spindle գործիքը դիպչել մխոցին կամ գլան լիսեռը վնասելու գործիքը և խուսափել անհարկի կորուստներից սահմանափակ տիրույթում: .
Հետևաբար, պանելային կահույքի արտադրության գծի համար մխոցների տեղադրումը անփոխարինելի սարք է ինչպես արտադրության, այնպես էլ անվտանգության համար, որը ոչ միայն բարելավում է արտադրական հզորությունը, այլև բարելավում է անվտանգության ցուցանիշները սարքի շահագործման ընթացքում:մեքենա.
Jinan Tekai Machinery Co., Ltd.
Հեռ.՝ +86 18615261626
Whatsapp:+8618615261626
Ավելացնել՝ 517, Phoenix Mountain International Cultural City, No.8 Biaoshan South Road, Tianqiao District, Jinan, Shandong, China
© Հեղինակային իրավունք - 2010-2023. Բոլոր իրավունքները պաշտպանված են:
Թեժ ապրանքներ - Կայքի քարտեզ



