

Fyrir venjulegtcnc leið sjálfvirkur verkfæraskipti, þó áhrif nákvæmrar staðsetningar og strokka séu ekki eins augljós og snælda, drifmótor, stjórnkerfis og lofttæmandi aðsogsvettvangs, er það samt mjög áhrifaríkt fyrir sérsniðna húsgagnavinnslu.
一、 Uppsetning staðsetningarhólks
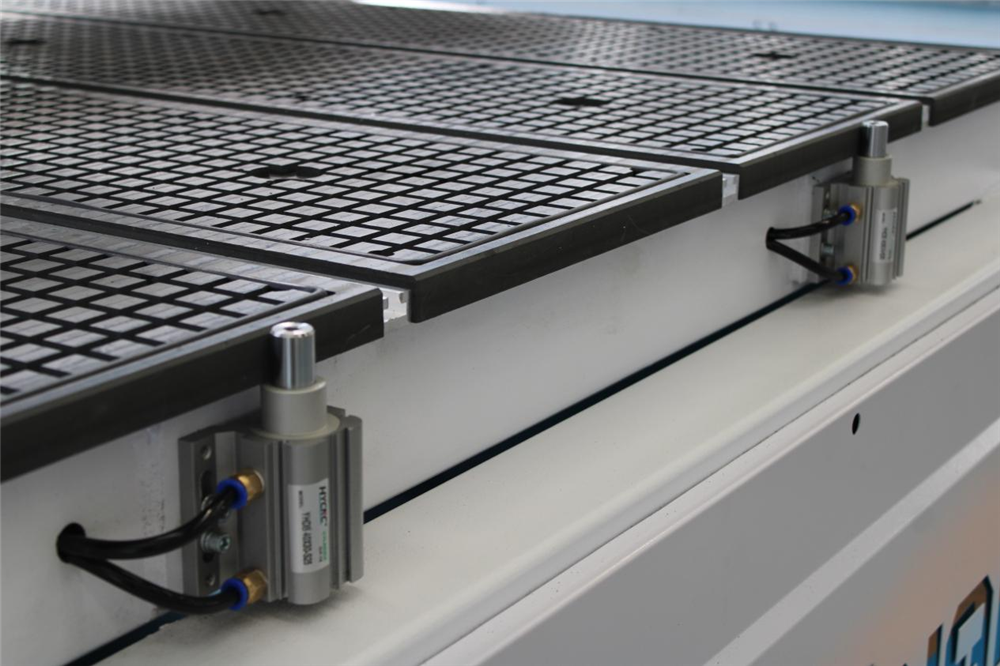
Almennt, hverlínulegir atc tré cnc beinirhefur 5 strokka staðsetningu, staðsett í Y-ás og X-ás stefnu skrokksins, 3 í Y-ás stefnu og 2 í X-ás stefnu (hægt er að aðlaga fjölda staðsetningarhólka í samræmi við kröfur viðskiptavina).Uppsetningarkröfur staðsetningarhólksins eru tiltölulega strangar.Uppsetning strokkasætisins er úr steypujárni eða öðrum efnum með sterka titrings- og höggdeyfandi getu og platan verður ekki aflöguð þegar platan er stöðugt staðsett og rekast á.Að auki er nauðsynlegt að nota skífuvísir til að stilla staðsetninguna meðan á uppsetningu stendur til að tryggja að lóðrétt stefna sé í 90 gráðu horni við borðið og L-laga stefna staðsetningarássins sé einnig í 90 gráðu horn.
二、 Virkni staðsetningar strokka
Gefðu nákvæma staðsetningaraðgerð fyrir blaðið sem á að framleiða og vinna.Fyriratc tréskurðar cnc leiðbyrja að vinna er nauðsynlegt að staðsetja nákvæmlega upphafsstað vinnustykkisins sem á að framleiða og vinna.Efvéler ekki búið strokka staðsetningu, til að tryggja nákvæmni framleiðslu og vinnslu, verðum við að framkvæma nákvæmar aðlögunarskref fyrir hvert blað.
三、 Kostir staðsetningarhylkja
Draga úr endurteknum staðsetningartíma, minnka handvirkan staðsetningartíma fyrir plötur og bæta vinnu skilvirkni.Þegarvélvinnur ítrekað sama blaðið til fjöldaframleiðslu.Eftir að strokkastillingin hefur verið sett upp er hægt að tryggja að hvert blað sé komið fyrir í sömu stöðu á lofttæmisborðinu ávél, og það er engin þörf á að mæla ítrekað upphafspunkt vélarvinnunnar.
Að auki, þegar viðskiptavinurinn þarf að vinna spjaldhúsgögn, þarf að kýla Þriggja-í-Einn götin á sumum spjöldum á báðum hliðum framan og aftan á spjaldið.Nákvæmni staðsetningar og kýla eftir snúninginn.
四、Öryggisframmistaða staðsetningarhólks
Staðsetning strokka á spjaldhúsgagnaframleiðslulínunni er stjórnað af forriti stjórnkerfisins.Með verndarbúnaði sem er utan marka, þegar staðsetningarskaft strokksins er framlengt, hættir vélin sjálfkrafa að virka til að koma í veg fyrir að snældaverkfærið snerti strokkinn eða strokkskaftið til að skemma verkfærið og forðast óþarfa tap innan takmarkaðs sviðs .
Þess vegna, fyrir spjaldhúsgagnaframleiðslulínuna, er strokka staðsetningin ómissandi tæki fyrir bæði framleiðslu og öryggi, sem bætir ekki aðeins framleiðslugetu, heldur bætir einnig öryggisafköst við notkunvél.
Jinan Tekai Machinery Co., Ltd.
Sími: +86 18615261626
Whatsapp:+8618615261626
Netfang:info@tekaicnc-laser.com
Bæta við: 517, Phoenix Mountain International Cultural City, No.8 Biaoshan South Road, Tianqiao District, Jinan, Shandong, Kína
© Höfundarréttur - 2010-2023 : Allur réttur áskilinn.
Heitar vörur - Veftré



