

ブレークポイントの継続彫刻は 2 つのケースに分けられます。
一:加工ツールが破損した場合、破損したツールで加工を続行する必要があります。
シャットダウンしないように注意してください中国ルーターCNCそしてMach3ソフトウェア。
手順1)主軸を停止します。ルーターCNC木工回転させて新しい加工ツールに交換してください。
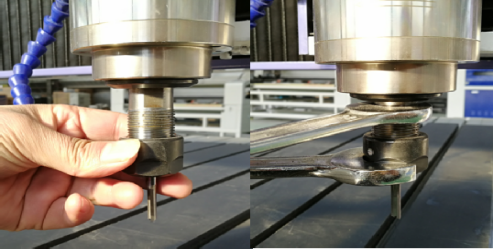
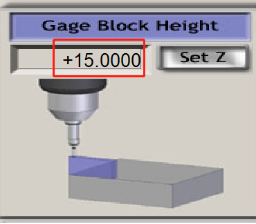
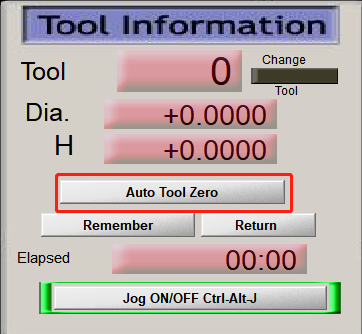
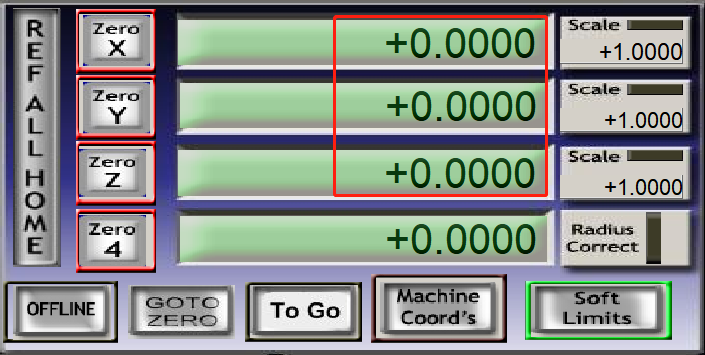
手順2)Z軸の工具セットを行い、Z軸工具高さを再決定します。

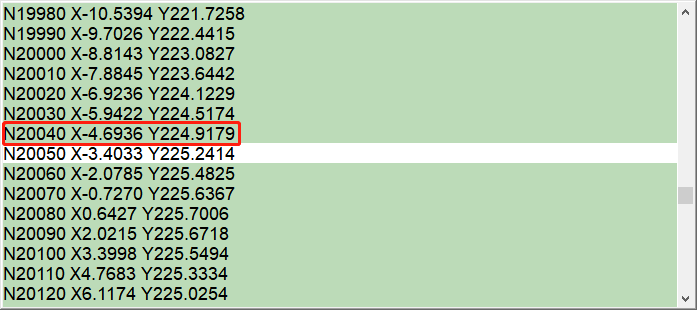
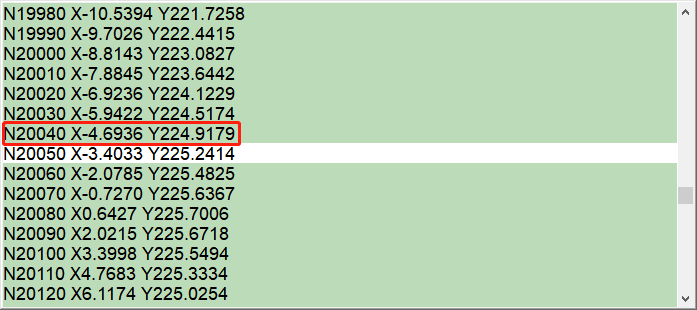
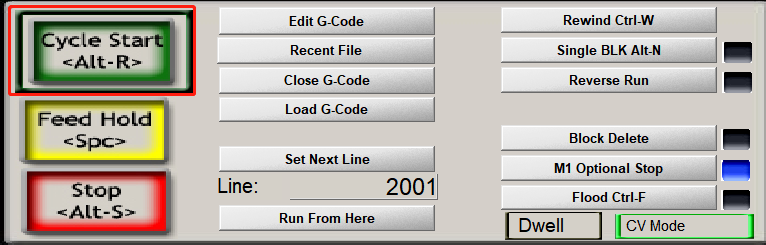
ステップ 3)ナイフが壊れた行番号を推定する必要があります (たとえば、機械が行 2004 で壊れた場合、
番号 2003 または 2001 を書き込む必要があります。再起動の行番号は、壊れたナイフの行番号より小さくなければなりません)
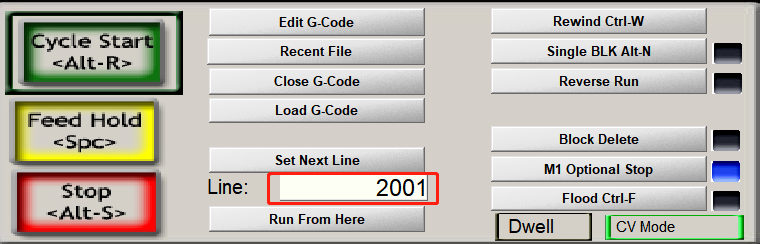
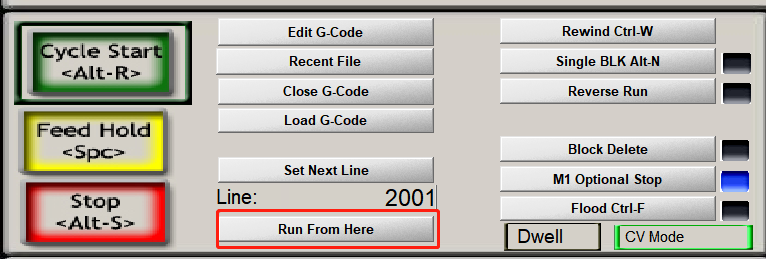
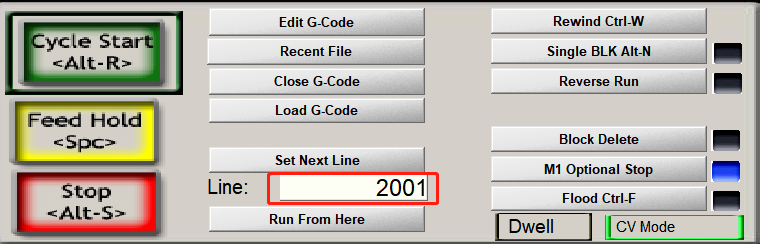
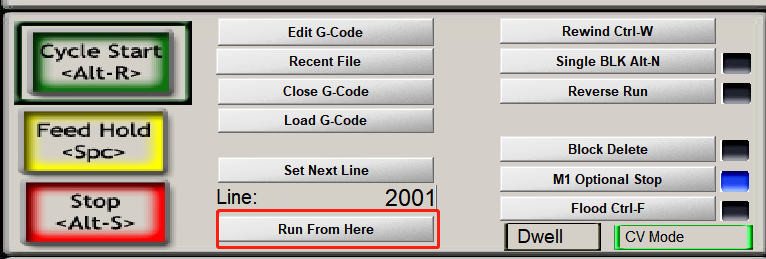
ステップ4)Mach3ソフトウェアインターフェースの「ここから実行」ボタンをクリックし、Z軸を選択します。CNCウッドルーター彫刻機すぐに元に戻ります
入力行番号 2001 の上の位置。
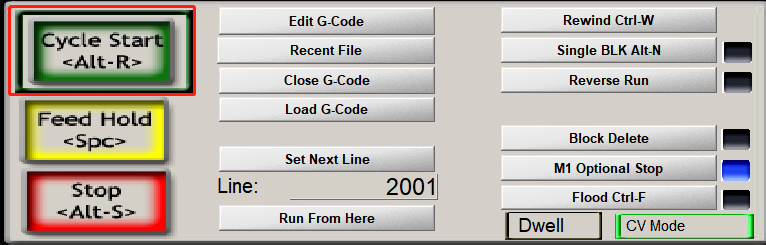
ステップ5)Mach3ソフトウェアインターフェースの「Cycle Start」ボタンをクリックし、4×8CNCルーター処理が開始されます。
二:停電後、CNC 1325 ルーター 3 軸木材再起動し、回転軸付きCNCルーターマシンブレークポイントで作業を続ける必要があります。
コンピュータと自動CNCルーターマシン停電によりシャットダウンした場合、マシンはブレークポイントで彫刻を続行する必要があります。
ステップ 1)コンピュータと3軸木製CNCルーターマシン、機械の XYZ 軸を機械原点に戻します。

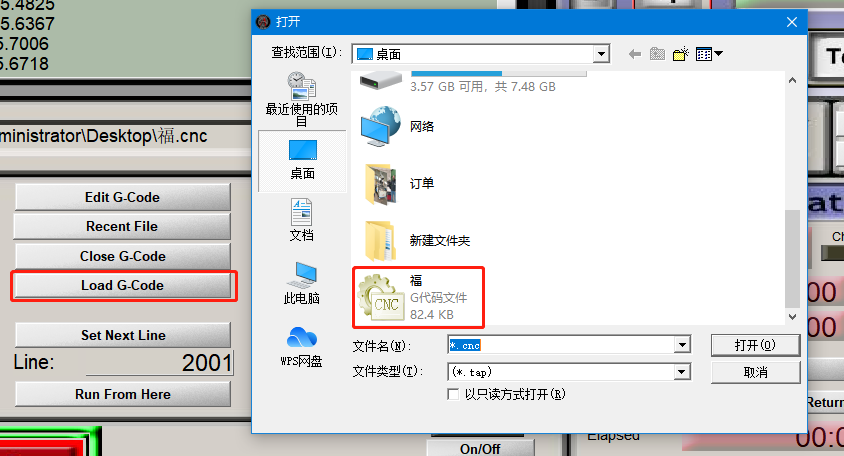
ステップ2)Mach3ソフトウェアが必要なファイルを再インポートします。
ステップ3)ファイルの処理開始時に手動で位置決め基準点を見つけ、XYZ軸をゼロにリセットします。(もし
位置決め基準点は Mach3 ソフトウェアに記憶されており、Mach3 ソフトウェアを閉じないでください。
位置を変更します)
ステップ 4: ナイフが壊れた行番号を推定する必要があります (たとえば、機械が 2004 行目で壊れた場合、
番号 2003 または 2001 を書き込みます。再起動の行番号は、ナイフが壊れた行番号より小さくなければなりません)
ステップ 5: Mach3 ソフトウェア インターフェイスの [ここから実行] ボタンをクリックすると、マシンの Z 軸がすぐに元の位置に戻ります。
入力行番号 2001 の上に位置します。
ステップ 6: Mach3 ソフトウェア インターフェイスの「Cycle Start」ボタンをクリックすると、マシンが処理を開始します。
注:電源を切って彫刻を続けると、除去できないわずかな間違ったマークが残る場合があります。
済南手開機械有限公司
電話番号: +86 18615261626
ワッツアップ:+8618615261626
住所: 517, Phoenix Mountain International Culture City, No.8 Biaoshan South Road, Tianqiao District, Jinan, Shandong, China
© 著作権 - 2010-2023 : 全著作権所有。
人気の製品 - サイトマップ



