

Pēdējās ziņās mēs esam uzskaitījuši FAQ par mašīnas mehāniskajām daļām.Tomēr vienai mašīnai vienalgacnc maršrutētāja saplākšņa griešana, cnc maršrutētāja mašīna 1212, ekonomika koka cnc maršrutētājs, 2 × 4 cnc maršrutētāja iekārta, cnc maršrutētāju mašīnas 1530, atc cnc maršrutētājs 6090.Tas sastāv no aparatūras un programmatūras.Programmatūrai ir arī dažas izplatītas problēmas.Ja jums ir jautājums par jūsucnc koka griešanas maršrutētāja mašīnaunLineārais ATC cnc maršrutētājs.Varat veikt kā ievadu, pārbaudot pa vienam.Tekai standarta sistēma ir Mach3.Kā piemēru ņemsim Mach3.
Programmatūras kļūme
一: Vadības programmatūra nevar atrast vadības kartes signālu.
1. Pārbaudiet, vai ir instalēts vadības programmatūras draivera fails.
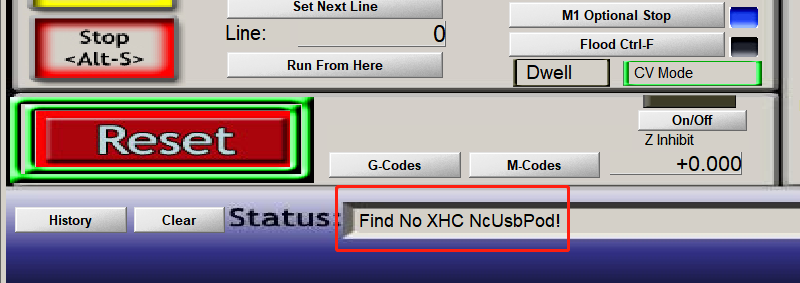
2. Pārbaudiet, vai vadības kartes signāla līnija ir uzstādīta pareizi un nav bojāta, un izvairieties no slikta kontakta savienojuma.
3. Datorus un vadības programmatūru iebrūk vīrusi.
4. Iekārtas statiskā elektrība ir traucēta vai iekārtas ārējā barošanas avotā ir noplūde.Iekārtai ir jābūt uzstādītam zemējuma vadam.
5. Kad Mach3 ir savienots ar datoru, izmantojot tīkla kabeli, lūdzu, pārbaudiet, vai porta IP4 tīkla adrese ir 192.168.1.1.
Piemēram: Programmatūras palaišanas avārijas apturēšanas trauksme
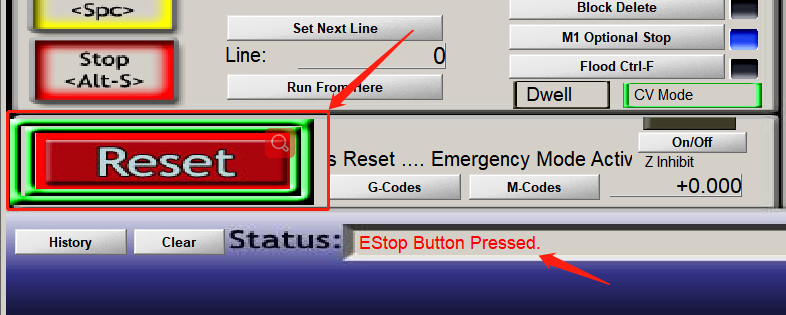
1. Lūdzu, pārbaudiet, vai mašīnai uzstādītais avārijas apturēšanas slēdzis ir ieslēgts.
2. Veiciet dubultklikšķi uz pogas “Atiestatīt”, lai atceltu trauksmi.
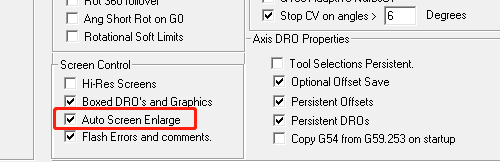
三: Mach3 pēc atvēršanas nevar būt pilnekrāna režīmā.
1. Atkārtoti atveriet programmatūru.
2. Noklikšķiniet uz programmatūras “Config”—–”General Config”, lai atlasītu ekrāna automatizāciju.
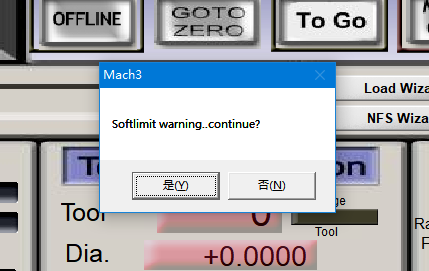
四: Brīdinājums par asi.
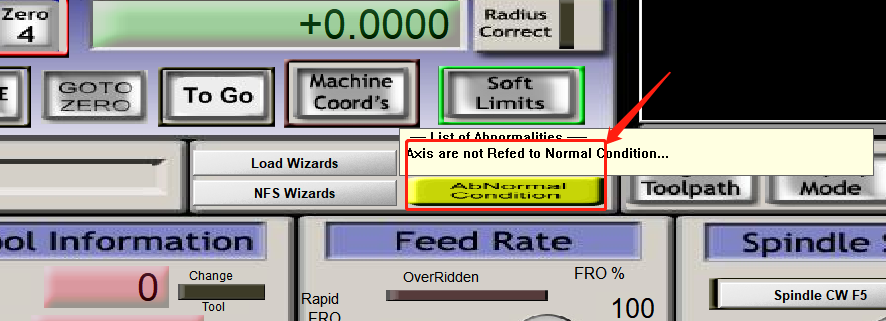
1. Ļaujiet katrai mašīnas asij atgriezties pie mašīnas sākuma, un brīdinājums tiks automātiski atcelts.

Piemēram: Failu apstrādes efekts neatbilst ceļa noformējuma failam.
1. Pirms automātiskās izlīdzināšanas pārbaudiet, vai naža bloka biezums ir iestatīts pareizi.
2. Iekārtas statiskā elektrība ir traucēta vai iekārtas ārējā barošanas avotā ir noplūde.Iekārtai ir jāinstalē zemējuma vads.
3. Vai vārpstas instrumenta specifikācijas atbilst prasībām.
4. Vai ceļa faila apstrādes punkts ir iestatīts pareizi.
六: Procesa pārceļošanas trauksme.
1. Lūdzu, pārbaudiet, vai ceļa faila izmērs ir lielāks par iekārtas darba zonu.
2. Ceļa faila apstrādes sākuma punkts nav iestatīts pareizi, kā rezultātā apstrādes apgabals tiek pārvietots pāri.
3. Platē ir statiski traucējumi vai iekārtas ārējā barošanas avota noplūde.Mašīnai jābūt ar zemējumu
uzstādīts vads.Pēc tam atkārtoti atveriet programmatūru un vēlreiz iestatiet apstrādes sākuma punktu.
Piemēram: Ierobežojuma trauksme (Ieslēgts mājas slēdzis).
1. Lūdzu, pārbaudiet, vai uz robežas nav svešķermeņu, kas izraisa uztveršanas robežas atvēršanos.
2. Vai robežsignāla līnijas ports ir pievienots nepareizi.
3. limits ir bojāts.
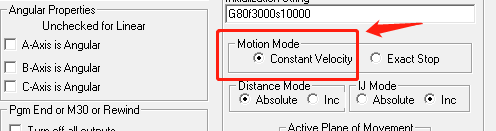
八: Noapaļoti stūri, kad iekārta iet taisnus stūrus.
1. Kustības ātrums ir pārāk ātrs, lūdzu, samaziniet līdz saprātīgam kustības ātrumam un noklikšķiniet uz programmatūras “Config” — “General Config”
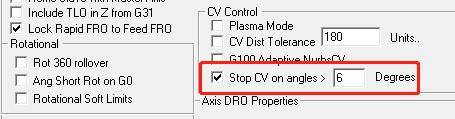
2. Samaziniet stūra leņķi (cita programmatūra ir stūra ātrums) un izvēlieties “stop cv on anagle> 6°.Ja, zīmējot nelielu apli, tas drebinās, varat mainīt šo 6 grādus uz 12 grādiem.
Jo lielāks skaitlis, jo ātrāk tiek uzzīmēts aplis., bet, vadot taisnā leņķī, tas kļūs par noapaļotu stūri.
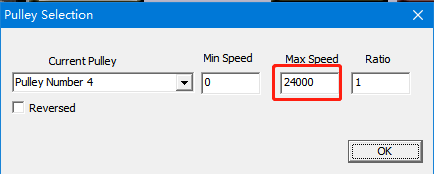
九: Vārpstas ātrums ir neparasts
1. Ja vārpsta neieslēdzas, lūdzu, pārbaudiet, vai elektroinstalācija ir pareiza un vai pārveidotājam ir iestatīta analogā sprieguma vadība.
2. Iestatiet maksimālo vārpstas apgriezienu skaitu atbilstoši vārpstas specifikācijām (parasti vārpstas apgriezienu skaits ar ūdeni ir 24 000 apgr./min, un vārpstas ar gaisa dzesēšanu ir 18 000 apgr./min. Protams, ir arī citi vārpstas ātrumi, piemēram, 8 000, 36 000, 08 rpm utt.) Noklikšķiniet uz programmatūras “Config”---- “Spindle Ruleys”
十:Datora melnais ekrāns vai hibernācija liek Mach3 ģenerēt trauksmi
1. Pārinstalējiet plates signāla kabeli vai tīkla kabeli.(Datoram nav ieteicams iestatīt melnu ekrānu un miega režīmu).
Jinan Tekai Machinery Co., Ltd.
Tālr.: +86 18615261626
Whatsapp:+8618615261626
E-pasts:info@tekaicnc-laser.com
Pievienot: 517, Phoenix Mountain International Cultural City, Nr.8 Biaoshan South Road, Tianqiao District, Jinan, Shandong, Ķīna
© Autortiesības — 2010-2023 : Visas tiesības aizsargātas.
Karstie produkti - Vietnes karte



