

നമുക്കെല്ലാവർക്കും അറിയാവുന്നതുപോലെ, മിക്ക ആളുകളും ഉപയോഗിക്കുന്നുcnc റൂട്ടർ 1325 വില മെഷീൻമരം, എംഡിഎഫ്, പ്ലാസ്റ്റിക്, അക്രിലിക്, മറ്റ് ലോഹമല്ലാത്ത വസ്തുക്കൾ എന്നിവ മുറിക്കലും കൊത്തുപണികളും.ലോഹത്തെ സംബന്ധിച്ചിടത്തോളം, അവ വളരെ കഠിനമാണെന്ന് അവർ കരുതുന്നു.cnc റൂട്ടർ മെഷീൻ മരം കൊത്തുപണിഅവരെ മുറിക്കാൻ കഴിയില്ല.പക്ഷേ, ഞാൻ നിങ്ങളോട് പറയാൻ ആഗ്രഹിക്കുന്നു1325 atc cnc റൂട്ടർ മെഷീൻമെറ്റൽ പ്രോസസ്സ് ചെയ്യാനും കഴിയും, എല്ലാ ലോഹവും ലഭ്യമല്ല.അലുമിനിയം, കോപ്പർ തുടങ്ങിയ മൃദുവായ ലോഹം. ഇത് എങ്ങനെ ഉപയോഗിക്കണം എന്നതിനെക്കുറിച്ചുള്ള ഘട്ടമാണ്മരം കട്ടർ മെഷീൻ cnc റൂട്ടർഅലൂമിനിയം മുറിക്കുന്നു.
ഘട്ടം 1, കൺട്രോൾ സിസ്റ്റത്തിന് മെഷീൻ സാധാരണ രീതിയിൽ പ്രവർത്തിപ്പിക്കാൻ കഴിയുമെന്ന് ഉറപ്പാക്കാൻ മെഷീന്റെ പവർ ഓണാക്കി കമ്മ്യൂണിക്കേഷൻ ലൈൻ ബന്ധിപ്പിക്കുക.

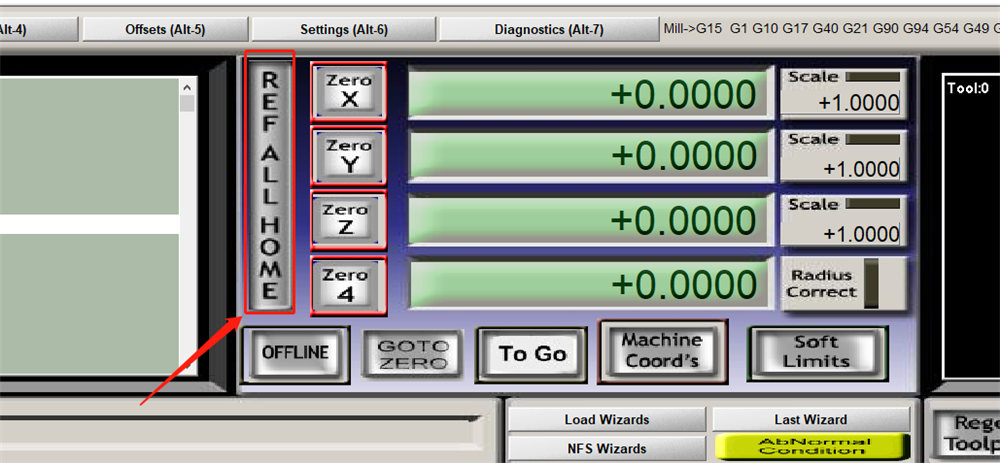
ഘട്ടം 2-ഓരോ അക്ഷത്തിന്റെയും പരിധികൾ സാധാരണയായി ഉപയോഗിക്കാനാകുമെന്ന് ഉറപ്പാക്കാൻ മെഷീന്റെ XYZ അക്ഷം മെക്കാനിക്കൽ ഉത്ഭവത്തിലേക്ക് മടങ്ങട്ടെ.
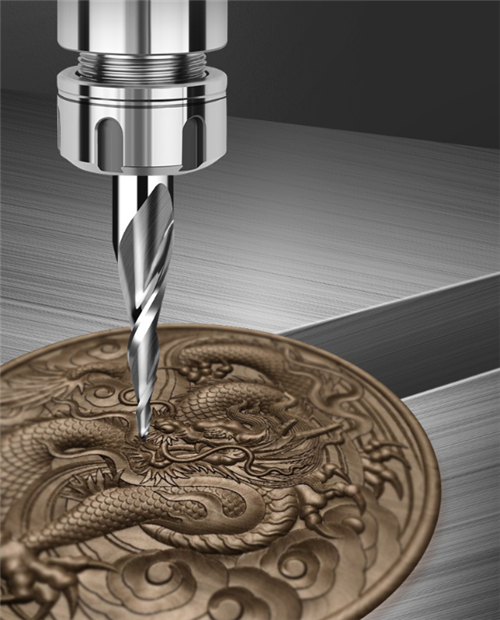
ഘട്ടം 3, പ്രോസസ്സിംഗിനുള്ള ഉപകരണങ്ങൾ ഇൻസ്റ്റാൾ ചെയ്യുക, ടൂളുകൾ ദൃഢവും സുസ്ഥിരവുമാണെന്ന് ഉറപ്പാക്കുക.(അലുമിനിയത്തിനായുള്ള പ്രൊഫഷണൽ ടൂളുകൾ ടങ്സ്റ്റൺ സ്റ്റീൽ അലോയ് ഉപയോഗിക്കണം. ഒറ്റ അറ്റത്തോടുകൂടിയ ഹെലിക്കിക്കൽ കത്തിയും പരന്ന അടിത്തട്ടുള്ള ഇരുതല മൂർച്ചയുള്ള കത്തിയും മുറിക്കുന്നതിന് അനുയോജ്യമാണ്. കൊത്തുപണി.)



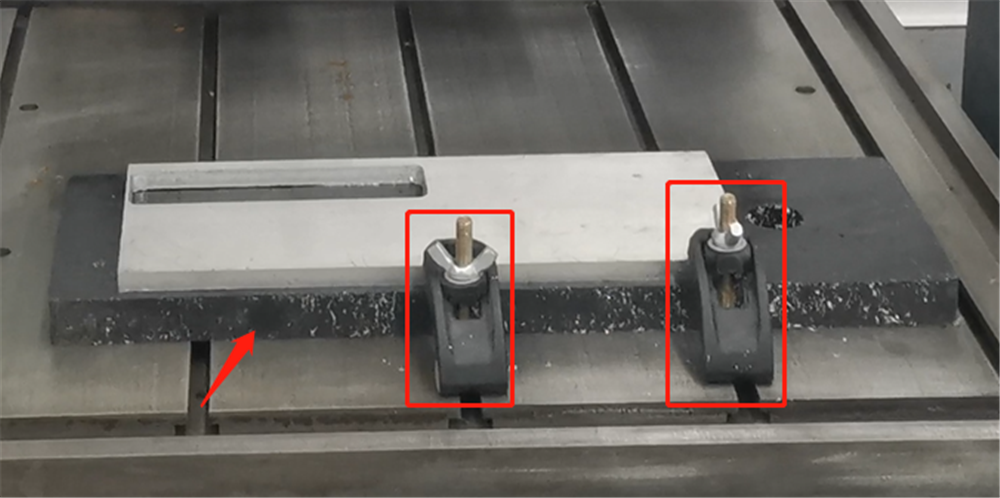
ഘട്ടം 4, പ്രോസസ്സ് ചെയ്യേണ്ട മെറ്റീരിയലുകൾ പരിഹരിക്കാൻ ടൂളുകൾ ഉപയോഗിക്കുക.(കുറിപ്പ്: പ്രോസസ്സിംഗ് മെറ്റീരിയൽ മുറിക്കുമ്പോൾ ടേബിളിന് കേടുപാടുകൾ സംഭവിക്കാതിരിക്കാൻ പ്രോസസ്സിംഗ് മെറ്റീരിയലിന് കീഴിൽ ഒരു സാന്ദ്രത ബോർഡ് സ്ഥാപിക്കണം)
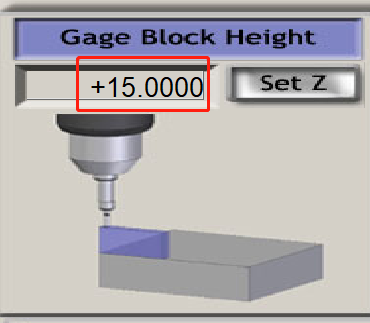
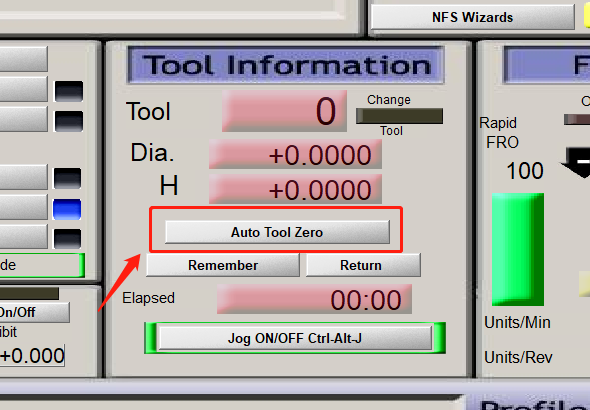
ഘട്ടം 5, സോഫ്റ്റ്വെയർ നിയന്ത്രണത്തിലൂടെ, XYZ അക്ഷം മെഷീനിംഗ് മെറ്റീരിയലിന്റെ ആരംഭ പോയിന്റിലേക്ക് നീക്കുക.(XY ആക്സിസ് കോർഡിനേറ്റുകൾ മായ്ച്ച ശേഷം, പ്രോസസ്സ് ചെയ്യേണ്ട മെറ്റീരിയലിന്റെ ഉപരിതലത്തിൽ ടൂൾ സെറ്റിംഗ് ബ്ലോക്ക് സ്ഥാപിക്കുക. Z ആക്സിസ് ടൂൾ സെറ്റിംഗ് ഫംഗ്ഷൻ ഉപയോഗിച്ചതിന് ശേഷം, Z അക്ഷത്തിന്റെ മെഷീനിംഗ് ആരംഭ പോയിന്റ് സ്വയമേവ സ്ഥിരീകരിക്കപ്പെടും. എപ്പോൾ എന്ന് ശ്രദ്ധിക്കുക Z അക്ഷം പ്രോസസ്സിംഗ് മെറ്റീരിയലിന്റെ ഉപരിതലത്തിലേക്ക് 1cm നീങ്ങുന്നു, സോഫ്റ്റ്വെയർ ജോഗ് നിയന്ത്രണം ഉപയോഗിച്ച്, Z അക്ഷം മെറ്റീരിയലിന്റെ ഉപരിതലത്തിലേക്ക് പതുക്കെ ഇറങ്ങട്ടെ.)
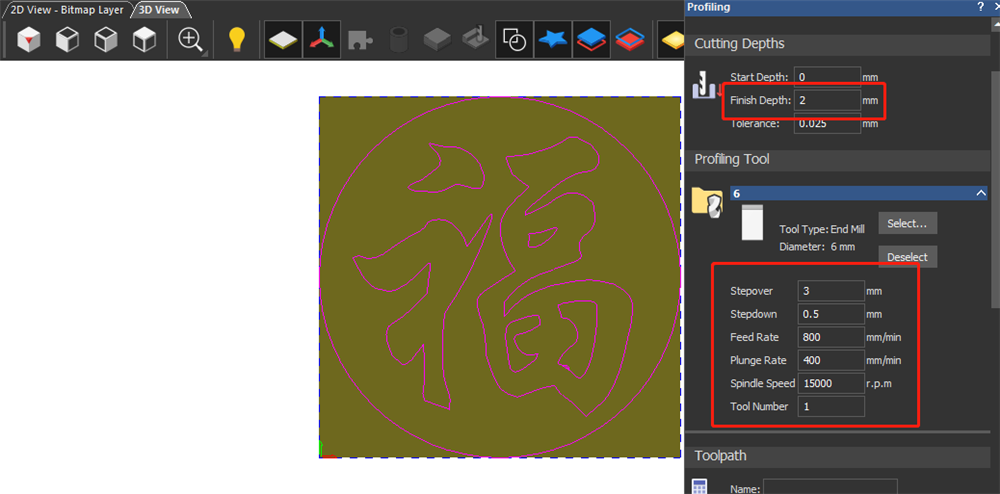
സ്റ്റെപ്പ് 6, കൺട്രോൾ സോഫ്റ്റ്വെയറിൽ പ്രോസസ്സ് ചെയ്യേണ്ട NC ഫയൽ ഇറക്കുമതി ചെയ്യുക.(പ്രോസസ്സിംഗ് സമയത്ത് എന്തെങ്കിലും അടിയന്തിര സാഹചര്യമുണ്ടെങ്കിൽ, ദയവായി എമർജൻസി സ്റ്റോപ്പ് സ്വിച്ച് അമർത്തുക) അലുമിനിയം പ്ലേറ്റ് പ്രോസസ്സ് ചെയ്യുന്നതിനുള്ള പാരാമീറ്ററുകൾ സജ്ജമാക്കുക.സ്പിൻഡിലിന്റെയും ടൂളിന്റെയും സവിശേഷതകൾ അനുസരിച്ച്, സെറ്റ് പ്രോസസ്സിംഗ് പാരാമീറ്ററുകൾ ഏകദേശം 600-2000mm/min വേഗതയും 12000-15000rpm ഭ്രമണ വേഗതയുമാണ്.കത്തിയുടെ ആഴം 0.2-0.5 മിമി ആണ്.ഉപകരണത്തിന്റെ വ്യാസം ചെറുതാണെങ്കിൽ, കട്ടിംഗ് ആഴം കുറവാണ്.6 എംഎം വ്യാസമുള്ള കത്തി ഉപയോഗിച്ച് അലുമിനിയം പ്ലേറ്റുകൾ മുറിക്കുന്നതിനുള്ള പാരാമീറ്ററുകൾ ഇവയാണ്.
ഘട്ടം 7, ഓയിൽ മിസ്റ്റ് പമ്പ് കൂളന്റ് കുത്തിവയ്ക്കുന്നു, എയർ കംപ്രസ്സറുമായി 0.2-0.4mpa സഹകരിക്കുന്നു, ഓയിൽ മിസ്റ്റ് കൂളിംഗ് ഉപകരണത്തിന്റെ സ്വിച്ച് ഓണാക്കുക, ഉപകരണത്തിന്റെ അഗ്രം ഉപയോഗിച്ച് സ്പ്രേയർ വിന്യസിക്കുക, ഉപകരണം തണുപ്പിക്കുക, കൂടാതെ swarf നീക്കം ചെയ്യുക.



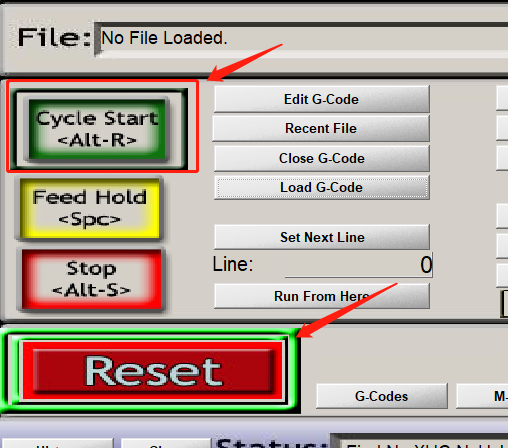
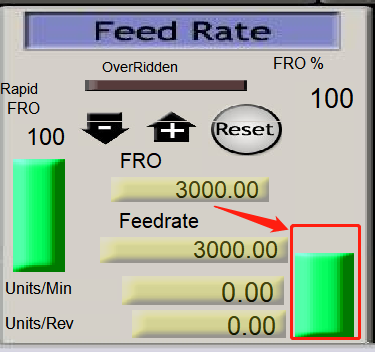
ഘട്ടം 8, പ്രോസസ്സിംഗ് ആരംഭിക്കാൻ ആരംഭ ബട്ടണിൽ ക്ലിക്കുചെയ്യുക.(ശ്രദ്ധിക്കുക: പ്രോസസ്സിംഗ് ആരംഭിക്കാൻ മെഷീൻ ഉപയോഗിക്കുമ്പോൾ, ആരംഭിക്കുന്ന പ്രോസസ്സിംഗ് വേഗത കുറയ്ക്കുന്നത് ഉറപ്പാക്കുക. പ്രോസസ്സിംഗിൽ ഒരു പ്രശ്നവുമില്ലെങ്കിൽ, പ്രോസസ്സിംഗ് വേഗത കുറച്ച് കുറച്ച് വേഗതയിലേക്ക് പുനഃസ്ഥാപിക്കാൻ കഴിയും.)
ജിനൻ ടെകൈ മെഷിനറി കമ്പനി, ലിമിറ്റഡ്.
ഫോൺ: +86 18615261626
Whatsapp:+8618615261626
ഇമെയിൽ:info@tekaicnc-laser.com
ചേർക്കുക: 517, ഫീനിക്സ് മൗണ്ടൻ ഇന്റർനാഷണൽ കൾച്ചറൽ സിറ്റി, നമ്പർ.8 ബിയോഷാൻ സൗത്ത് റോഡ്, ടിയാൻക്യാവോ ജില്ല, ജിനാൻ, ഷാൻഡോംഗ്, ചൈന
© പകർപ്പവകാശം - 2010-2023 : എല്ലാ അവകാശങ്ങളും നിക്ഷിപ്തം.
ചൂടുള്ള ഉൽപ്പന്നങ്ങൾ - സൈറ്റ്മാപ്പ്



