

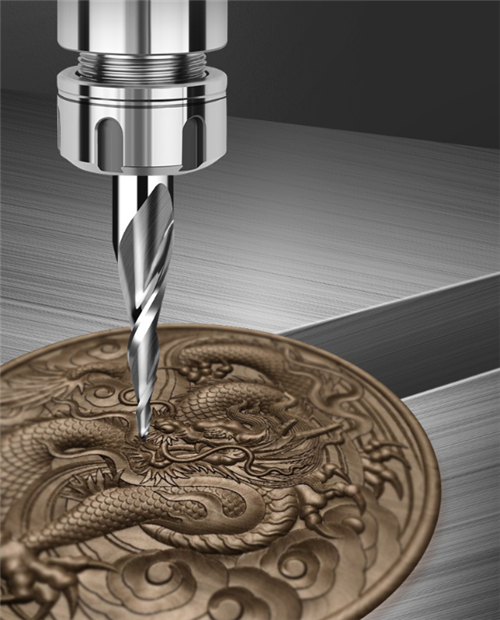
အားလုံးသိကြတဲ့အတိုင်း လူအများစုက ကိတ်ကို သုံးကြပါတယ်။cnc router 1325 ဈေးနှုန်းစက်သစ်သား၊ MDF၊ ပလပ်စတစ်၊ acrylic နှင့် အခြားသတ္တုမဟုတ်သော ပစ္စည်းများကို ဖြတ်တောက်ခြင်းနှင့် ထွင်းထုခြင်း။သတ္တုအတွက်ကတော့ သူတို့ထင်တာက အရမ်းခက်တယ်။cnc router စက်သစ်သားထွင်းထုဖြတ်လို့မရဘူး။ဒါပေမယ့် ငါ မင်းကို ပြောပြချင်တာ1325 atc cnc router စက်သတ္တုကိုလည်း စီမံဆောင်ရွက်နိုင်သည်၊ သတ္တုအားလုံးကို မရနိုင်ပါ။အလူမီနီယမ် နှင့် ကြေးနီ စသည်တို့ကဲ့သို့ ပျော့ပျောင်းသောသတ္တုကို အသုံးပြုပါ။သစ်သားခုတ်စက် cnc routerအလူမီနီယံ ဖြတ်တောက်ခြင်း။
အဆင့် 1၊ စက်၏ပါဝါကိုဖွင့်ပြီး ထိန်းချုပ်မှုစနစ်သည် စက်ပုံမှန်လည်ပတ်နိုင်စေရန် သေချာစေရန် ဆက်သွယ်ရေးလိုင်းကို ချိတ်ဆက်ပါ။

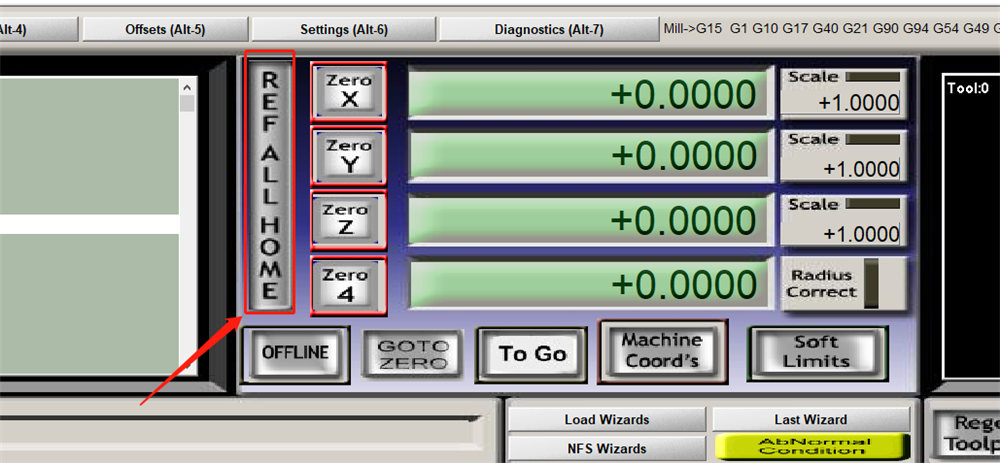
အဆင့် 2၊ ဝင်ရိုးတစ်ခုစီ၏ ကန့်သတ်ချက်များကို ပုံမှန်အတိုင်းအသုံးပြုနိုင်ကြောင်း သေချာစေရန်အတွက် စက်၏ XYZ ဝင်ရိုးကို စက်မှုဇစ်မြစ်သို့ ပြန်ခွင့်ပြုပါ။
အဆင့် 3၊ လုပ်ဆောင်ရန်အတွက် ကိရိယာများကို တပ်ဆင်ပါ၊ ကိရိယာများကို ခိုင်ခံ့ပြီး တည်ငြိမ်အောင်ပြုလုပ်ပါ။(အလူမီနီယမ်အတွက် ပရော်ဖက်ရှင်နယ်သုံးပစ္စည်းများကို အဖြိုက်နက်စတီးလ်အလွိုင်းကို အသုံးပြုသင့်သည်။ တစ်ဖက်တည်းရှိ သံမဏိဓားနှင့် အပြားလိုက် အောက်ခြေနှစ်ထပ်ဓားများသည် ဖြတ်တောက်ရန်အတွက် သင့်လျော်ပြီး ချွန်ထက်သောဘောလုံးဓားနှင့် အောက်ခြေချွန်ဓားများသည် ဖြတ်တောက်ရန်အတွက် သင့်လျော်ပါသည်။ ထွင်းထု။)



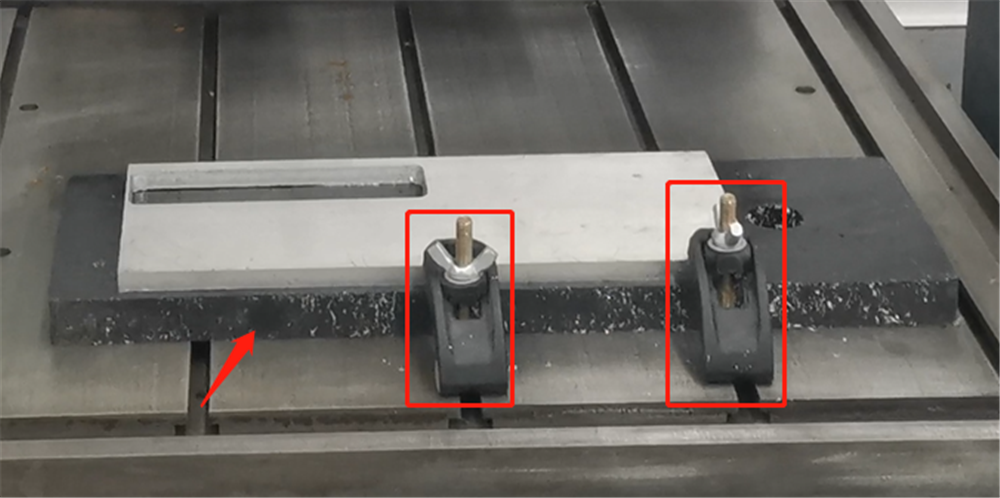
အဆင့် 4၊ စီမံဆောင်ရွက်ရန်လိုအပ်သောပစ္စည်းများကို ပြင်ဆင်သည့်ကိရိယာများကို အသုံးပြုပါ။(မှတ်ချက်- စီမံဆောင်ရွက်သည့်ပစ္စည်းကို ဖြတ်တောက်သည့်အခါ ဇယားပျက်စီးမှုကို ကာကွယ်ရန် စီမံဆောင်ရွက်သည့်ပစ္စည်းအောက်တွင် သိပ်သည်းဆဘုတ်ကို ထားရှိရပါမည်)
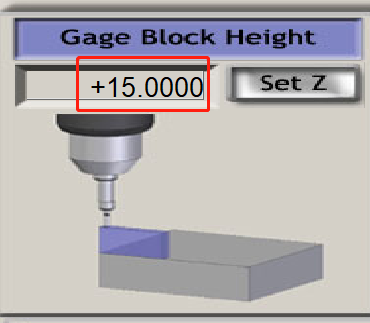
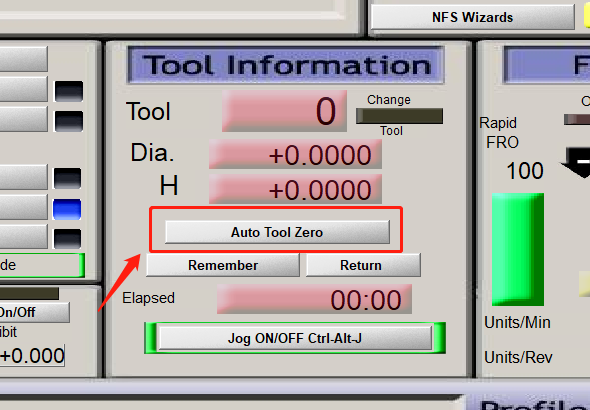
အဆင့် 5၊ ဆော့ဖ်ဝဲလ်ထိန်းချုပ်မှုမှတစ်ဆင့် XYZ ဝင်ရိုးကို စက်စက်ပစ္စည်း၏အစမှတ်သို့ ရွှေ့ပါ။(XY ဝင်ရိုးသြဒိနိတ်များကို ရှင်းလင်းပြီးနောက်၊ စီမံဆောင်ရွက်မည့် ပစ္စည်း၏မျက်နှာပြင်ပေါ်တွင် ကိရိယာဆက်တင်ဘလောက်ကို ထားလိုက်ပါ။ Z ဝင်ရိုးသည် ကိရိယာဆက်တင်လုပ်ဆောင်ချက်ကို အသုံးပြုပြီးနောက်၊ Z ဝင်ရိုး၏ စက်စတင်သည့်အမှတ်ကို အလိုအလျောက် အတည်ပြုမည်ဖြစ်သည်။ ကျေးဇူးပြု၍ သတိပြုပါ။ Z ဝင်ရိုးသည် လုပ်ဆောင်ဆဲပစ္စည်း၏မျက်နှာပြင်သို့ 1 စင်တီမီတာသို့ ရွေ့သွားသည်၊၊ ဆော့ဖ်ဝဲပြေးလွှားခြင်းထိန်းချုပ်မှုကို အသုံးပြု၍ Z ဝင်ရိုးသည် ပစ္စည်း၏မျက်နှာပြင်သို့ ဖြည်းညှင်းစွာဆင်းသက်ပါစေ။)
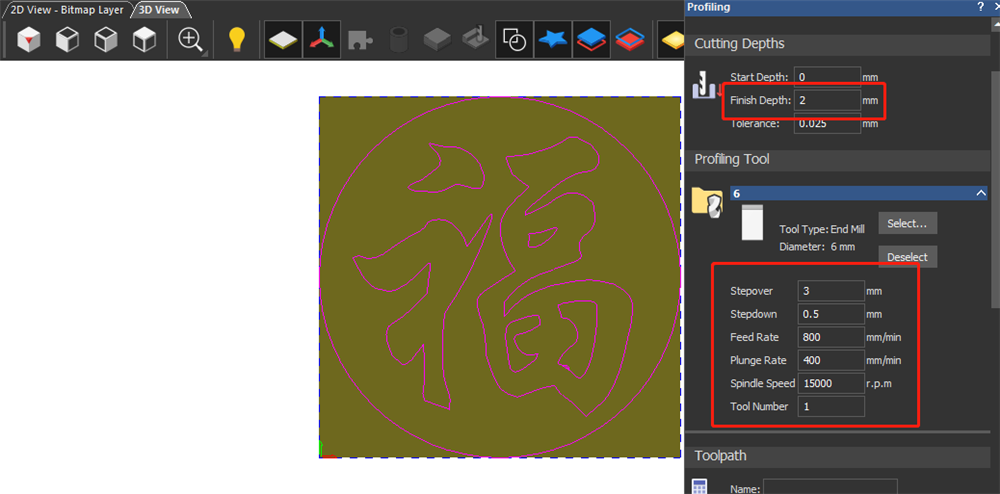
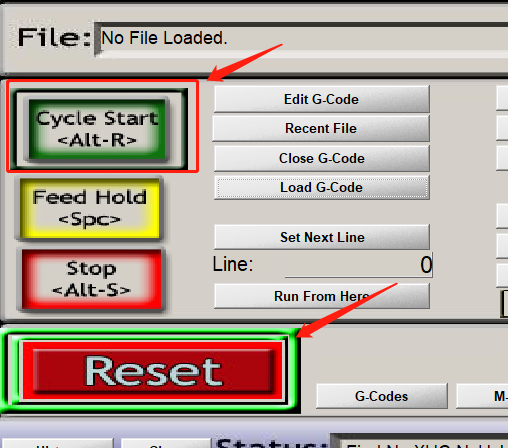
အဆင့် 6၊ ထိန်းချုပ်ဆော့ဖ်ဝဲတွင်လုပ်ဆောင်ရန် NC ဖိုင်ကိုတင်သွင်းပါ။(လုပ်ဆောင်နေစဉ်အတွင်း အရေးပေါ်အခြေအနေရှိပါက၊ အရေးပေါ်ရပ်တန့်ခလုတ်ကို နှိပ်ပါ) အလူမီနီယံပြားကို လုပ်ဆောင်ရန်အတွက် ကန့်သတ်ချက်များကို သတ်မှတ်ပါ။spindle နှင့် tool ၏ သတ်မှတ်ချက်များအရ၊ set processing parameters များသည် 600-2000mm/min အမြန်နှုန်းနှင့် rotation speed 12000-15000rpm ခန့်ဖြစ်သည်။ဓား၏အတိမ်အနက်သည် 0.2-0.5mm ဖြစ်သည်။ကိရိယာ၏အချင်းသည် သေးငယ်လေ၊ ဖြတ်တောက်မှုအတိမ်အနက်သည် တိမ်ကောလေဖြစ်သည်။ဤအရာများသည် 6mm အချင်းဓားဖြင့် အလူမီနီယမ်ပြားများကို ဖြတ်တောက်ရန် ကန့်သတ်ချက်များဖြစ်သည်။
အဆင့် 7 ၊ oil mist pump သည် coolant ကို ထိုးသွင်းပြီး၊ air compressor 0.2-0.4mpa နှင့် ပူးပေါင်းကာ oil mist cooling device ၏ switch ကိုဖွင့်၊ sprayer ကို tool ၏ ထိပ်ဖျားနှင့် ချိန်ညှိကာ၊ tool ကို cooling လုပ်ပြီး swarf ကို ဖယ်ရှားလိုက်ပါ။



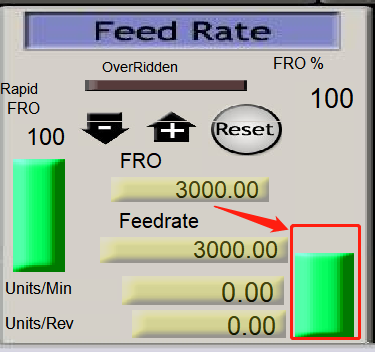
အဆင့် 8၊ လုပ်ငန်းစဉ်စတင်ရန် start ခလုတ်ကိုနှိပ်ပါ။(မှတ်ချက်- လုပ်ငန်းစဉ်စတင်ရန် စက်ကိုအသုံးပြုသည့်အခါ၊ စတင်လုပ်ဆောင်ခြင်းအမြန်နှုန်းကို လျှော့ချရန် သေချာပါစေ။ စီမံဆောင်ရွက်ရာတွင် ပြဿနာမရှိပါက၊ စီမံဆောင်ရွက်မှုအမြန်နှုန်းကို သတ်မှတ်အမြန်နှုန်းသို့ ဖြည်းဖြည်းချင်း ပြန်ယူနိုင်သည်။)
Jinan Tekai စက်ပစ္စည်း Co., Ltd.
Tel: +86 18615261626
Whatsapp-+8618615261626
အီးမေးလ်-info@tekaicnc-laser.com
ပေါင်းထည့်ရန်- 517၊ Phoenix Mountain International Cultural City, No.8 Biaoshan South Road, Tianqiao District, Jinan, Shandong, China
© မူပိုင်ခွင့် - 2010-2023 : All Rights Reserved.
Hot Products များ - ဆိုက်မြေပုံ



