

ਜਿਵੇਂ ਕਿ ਅਸੀਂ ਸਾਰੇ ਜਾਣਦੇ ਹਾਂ, ਜ਼ਿਆਦਾਤਰ ਲੋਕ ਇਸਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨਸੀਐਨਸੀ ਰਾਊਟਰ 1325 ਕੀਮਤ ਵਾਲੀ ਮਸ਼ੀਨਲੱਕੜ, MDF, ਪਲਾਸਟਿਕ, ਐਕਰੀਲਿਕ ਅਤੇ ਹੋਰ ਗੈਰ-ਧਾਤੂ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟਣਾ ਅਤੇ ਉੱਕਰੀ ਕਰਨਾ।ਧਾਤ ਲਈ, ਉਹ ਸੋਚਦੇ ਹਨ, ਉਹ ਬਹੁਤ ਸਖ਼ਤ ਹਨ.ਸੀਐਨਸੀ ਰਾਊਟਰ ਮਸ਼ੀਨ ਲੱਕੜ ਉੱਕਰੀਉਹਨਾਂ ਨੂੰ ਕੱਟ ਨਹੀਂ ਸਕਦੇ।ਪਰ, ਮੈਂ ਤੁਹਾਨੂੰ ਦੱਸਣਾ ਚਾਹੁੰਦਾ ਹਾਂ ਕਿ1325 ਏਟੀਸੀ ਸੀਐਨਸੀ ਰਾਊਟਰ ਮਸ਼ੀਨਵੀ ਧਾਤ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰ ਸਕਦਾ ਹੈ, ਸਾਰੀ ਧਾਤ ਉਪਲਬਧ ਨਹੀਂ ਹੈ।ਬਸ ਨਰਮ ਧਾਤ, ਜਿਵੇਂ ਕਿ ਅਲਮੀਨੀਅਮ ਅਤੇ ਤਾਂਬਾ ਆਦਿ। ਇਹ ਇਸ ਬਾਰੇ ਕਦਮ ਹੈ ਕਿ ਕਿਵੇਂ ਵਰਤਣਾ ਹੈਲੱਕੜ ਕਟਰ ਮਸ਼ੀਨ ਸੀਐਨਸੀ ਰਾਊਟਰਅਲਮੀਨੀਅਮ ਕੱਟਣਾ.
ਕਦਮ 1ਵਾਂ, ਮਸ਼ੀਨ ਦੀ ਪਾਵਰ ਚਾਲੂ ਕਰੋ ਅਤੇ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸੰਚਾਰ ਲਾਈਨ ਨੂੰ ਕਨੈਕਟ ਕਰੋ ਕਿ ਕੰਟਰੋਲ ਸਿਸਟਮ ਮਸ਼ੀਨ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਚਲਾ ਸਕਦਾ ਹੈ।

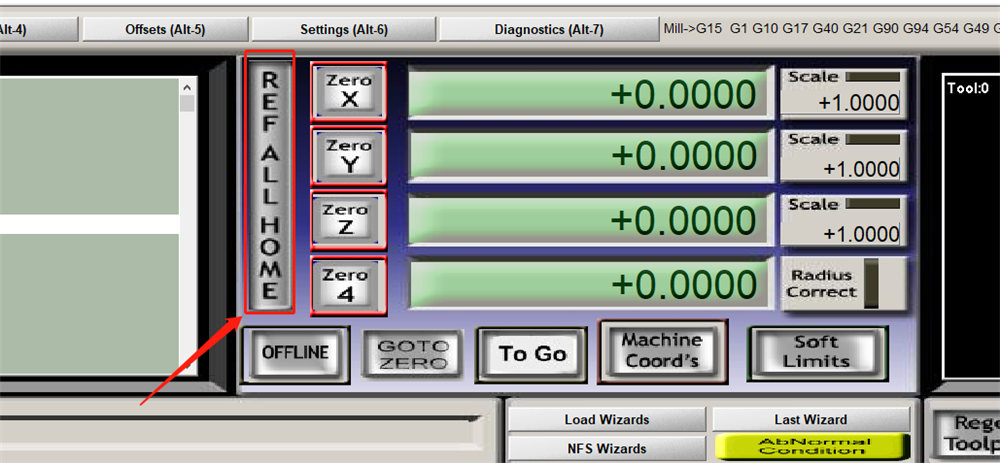
ਕਦਮ 2ਵਾਂ, ਮਸ਼ੀਨ ਦੇ XYZ ਧੁਰੇ ਨੂੰ ਮਕੈਨੀਕਲ ਮੂਲ 'ਤੇ ਵਾਪਸ ਜਾਣ ਦਿਓ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਹਰੇਕ ਧੁਰੇ ਦੀਆਂ ਸੀਮਾਵਾਂ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਕਦਮ 3ਵਾਂ, ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਟੂਲ ਸਥਾਪਿਤ ਕਰੋ, ਟੂਲ ਪੱਕੇ ਅਤੇ ਸਥਿਰ ਹੋਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਓ।(ਅਲਮੀਨੀਅਮ ਲਈ ਸਮੱਗਰੀ ਪੇਸ਼ੇਵਰ ਟੂਲ ਟੰਗਸਟਨ ਸਟੀਲ ਅਲੌਏ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ। ਸਿੰਗਲ-ਧਾਰੀ ਹੈਲੀਕਲ ਚਾਕੂ ਅਤੇ ਫਲੈਟ-ਤਲ ਵਾਲਾ ਡਬਲ-ਧਾਰਾ ਵਾਲਾ ਹੈਲੀਕਲ ਚਾਕੂ ਕੱਟਣ ਲਈ ਢੁਕਵਾਂ ਹੈ, ਅਤੇ ਟੇਪਰਡ ਬਾਲ ਚਾਕੂ ਅਤੇ ਫਲੈਟ-ਤਲ ਵਾਲਾ ਪੁਆਇੰਟਡ ਚਾਕੂ ਢੁਕਵਾਂ ਹੈ। ਨੱਕਾਸ਼ੀ।)



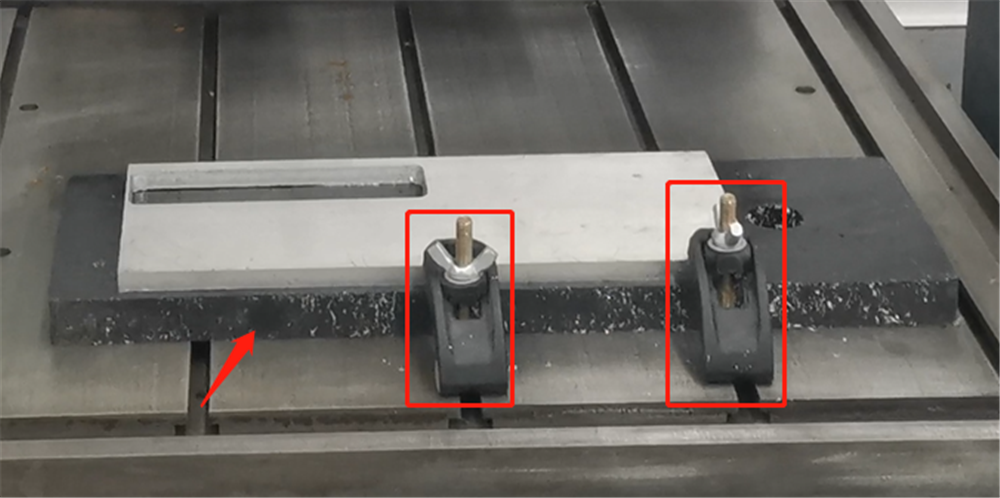
ਕਦਮ 4, ਟੂਲਸ ਦੀ ਵਰਤੋਂ ਕਰੋ ਅਤੇ ਉਹਨਾਂ ਸਮੱਗਰੀਆਂ ਨੂੰ ਠੀਕ ਕਰੋ ਜਿਸਦੀ ਪ੍ਰਕਿਰਿਆ ਕੀਤੀ ਜਾਣੀ ਹੈ।(ਨੋਟ: ਪ੍ਰੋਸੈਸਿੰਗ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟਣ ਵੇਲੇ ਟੇਬਲ ਨੂੰ ਨੁਕਸਾਨ ਤੋਂ ਬਚਾਉਣ ਲਈ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮੱਗਰੀ ਦੇ ਹੇਠਾਂ ਇੱਕ ਘਣਤਾ ਬੋਰਡ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ)
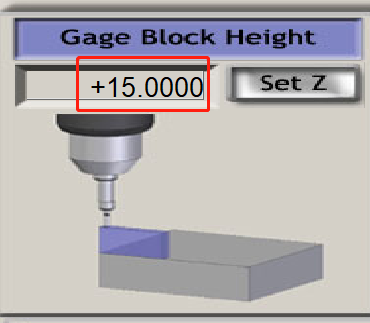
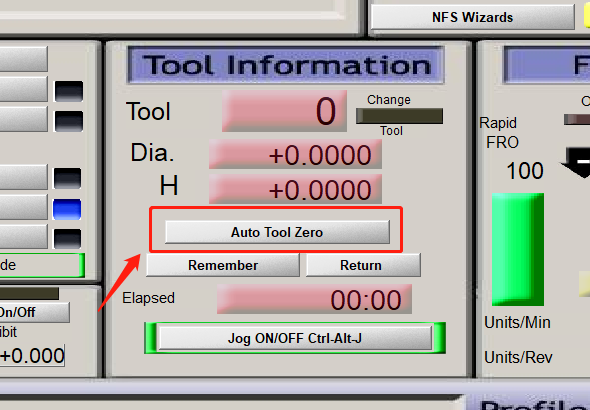
ਕਦਮ 5ਵਾਂ, ਸਾਫਟਵੇਅਰ ਨਿਯੰਤਰਣ ਦੁਆਰਾ, ਮਸ਼ੀਨਿੰਗ ਸਮੱਗਰੀ ਦੇ ਸ਼ੁਰੂਆਤੀ ਬਿੰਦੂ 'ਤੇ XYZ ਧੁਰੇ ਨੂੰ ਲੈ ਜਾਓ।(XY ਧੁਰੇ ਦੇ ਧੁਰੇ ਦੇ ਕਲੀਅਰ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਪ੍ਰਕਿਰਿਆ ਲਈ ਸਮੱਗਰੀ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਟੂਲ ਸੈਟਿੰਗ ਬਲਾਕ ਰੱਖੋ। Z ਧੁਰੀ ਦੁਆਰਾ ਟੂਲ ਸੈਟਿੰਗ ਫੰਕਸ਼ਨ ਦੀ ਵਰਤੋਂ ਕਰਨ ਤੋਂ ਬਾਅਦ, Z ਧੁਰੀ ਦੇ ਮਸ਼ੀਨਿੰਗ ਸਟਾਰਟ ਪੁਆਇੰਟ ਦੀ ਆਪਣੇ ਆਪ ਪੁਸ਼ਟੀ ਹੋ ਜਾਂਦੀ ਹੈ। ਕਿਰਪਾ ਕਰਕੇ ਧਿਆਨ ਦਿਓ ਕਿ ਜਦੋਂ Z ਧੁਰਾ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮੱਗਰੀ ਦੀ ਸਤ੍ਹਾ 'ਤੇ 1cm ਵੱਲ ਜਾਂਦਾ ਹੈ, ਸੌਫਟਵੇਅਰ ਜਾਗ ਕੰਟਰੋਲ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, Z ਧੁਰੇ ਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਸਮੱਗਰੀ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਆਉਣ ਦਿਓ।)
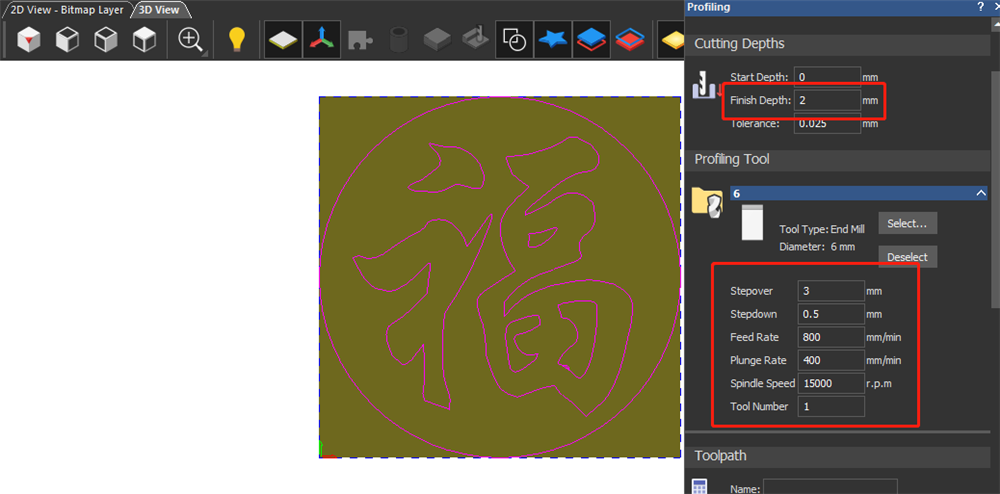
ਕਦਮ 6ਵਾਂ, ਨਿਯੰਤਰਣ ਸੌਫਟਵੇਅਰ ਵਿੱਚ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਲਈ NC ਫਾਈਲ ਨੂੰ ਆਯਾਤ ਕਰੋ।(ਜੇਕਰ ਪ੍ਰੋਸੈਸਿੰਗ ਦੌਰਾਨ ਕੋਈ ਐਮਰਜੈਂਸੀ ਹੈ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਐਮਰਜੈਂਸੀ ਸਟਾਪ ਸਵਿੱਚ ਨੂੰ ਦਬਾਓ) ਐਲੂਮੀਨੀਅਮ ਪਲੇਟ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਮਾਪਦੰਡ ਸੈਟ ਕਰੋ।ਸਪਿੰਡਲ ਅਤੇ ਟੂਲ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਨੁਸਾਰ, ਸੈੱਟ ਪ੍ਰੋਸੈਸਿੰਗ ਪੈਰਾਮੀਟਰ ਲਗਭਗ 600-2000mm/min ਦੀ ਸਪੀਡ ਅਤੇ 12000-15000rpm ਦੀ ਰੋਟੇਸ਼ਨ ਸਪੀਡ ਹਨ।ਚਾਕੂ ਦੀ ਡੂੰਘਾਈ 0.2 -0.5mm ਹੈ।ਟੂਲ ਦਾ ਵਿਆਸ ਜਿੰਨਾ ਛੋਟਾ ਹੋਵੇਗਾ, ਕੱਟਣ ਦੀ ਡੂੰਘਾਈ ਓਨੀ ਘੱਟ ਹੋਵੇਗੀ।ਇਹ 6mm ਵਿਆਸ ਵਾਲੇ ਚਾਕੂ ਨਾਲ ਅਲਮੀਨੀਅਮ ਪਲੇਟਾਂ ਨੂੰ ਕੱਟਣ ਲਈ ਮਾਪਦੰਡ ਹਨ।
ਕਦਮ 7ਵਾਂ, ਆਇਲ ਮਿਸਟ ਪੰਪ ਕੂਲੈਂਟ ਦਾ ਟੀਕਾ ਲਗਾਉਂਦਾ ਹੈ, ਏਅਰ ਕੰਪ੍ਰੈਸਰ 0.2-0.4mpa ਨਾਲ ਸਹਿਯੋਗ ਕਰਦਾ ਹੈ, ਆਇਲ ਮਿਸਟ ਕੂਲਿੰਗ ਯੰਤਰ ਦੇ ਸਵਿੱਚ ਨੂੰ ਚਾਲੂ ਕਰਦਾ ਹੈ, ਸਪਰੇਅਰ ਨੂੰ ਟੂਲ ਦੀ ਨੋਕ ਨਾਲ ਇਕਸਾਰ ਕਰਦਾ ਹੈ, ਟੂਲ ਨੂੰ ਠੰਡਾ ਕਰਦਾ ਹੈ ਅਤੇ ਸਵੈਰਫ ਨੂੰ ਹਟਾ ਦਿੰਦਾ ਹੈ।



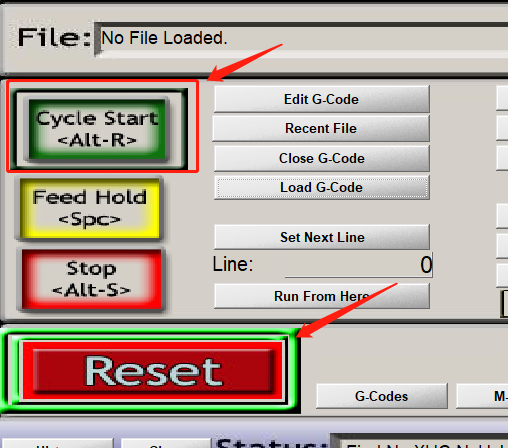
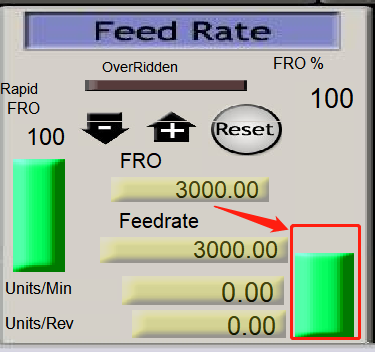
ਕਦਮ 8ਵਾਂ, ਪ੍ਰਕਿਰਿਆ ਸ਼ੁਰੂ ਕਰਨ ਲਈ ਸਟਾਰਟ ਬਟਨ 'ਤੇ ਕਲਿੱਕ ਕਰੋ।(ਨੋਟ: ਪ੍ਰੋਸੈਸਿੰਗ ਸ਼ੁਰੂ ਕਰਨ ਲਈ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਮੇਂ, ਸ਼ੁਰੂਆਤੀ ਪ੍ਰੋਸੈਸਿੰਗ ਸਪੀਡ ਨੂੰ ਘਟਾਉਣਾ ਯਕੀਨੀ ਬਣਾਓ। ਜੇਕਰ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਕੋਈ ਸਮੱਸਿਆ ਨਹੀਂ ਹੈ, ਤਾਂ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਗਤੀ ਨੂੰ ਥੋੜਾ-ਥੋੜ੍ਹਾ ਕਰਕੇ ਸੈੱਟ ਸਪੀਡ 'ਤੇ ਬਹਾਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।)
ਜਿਨਾਨ ਟੇਕਾਈ ਮਸ਼ੀਨਰੀ ਕੰ., ਲਿਮਿਟੇਡ
ਟੈਲੀਫ਼ੋਨ: +86 18615261626
Whatsapp:+8618615261626
ਈ - ਮੇਲ:info@tekaicnc-laser.com
ਜੋੜੋ: 517, ਫੀਨਿਕਸ ਮਾਉਂਟੇਨ ਇੰਟਰਨੈਸ਼ਨਲ ਕਲਚਰਲ ਸਿਟੀ, ਨੰਬਰ 8 ਬਿਆਓਸ਼ਾਨ ਸਾਊਥ ਰੋਡ, ਤਿਆਨਕੀਆਓ ਜ਼ਿਲ੍ਹਾ, ਜਿਨਾਨ, ਸ਼ਾਨਡੋਂਗ, ਚੀਨ
© ਕਾਪੀਰਾਈਟ - 2010-2023 : ਸਾਰੇ ਅਧਿਕਾਰ ਰਾਖਵੇਂ ਹਨ।
ਗਰਮ ਉਤਪਾਦ - ਸਾਈਟਮੈਪ



