

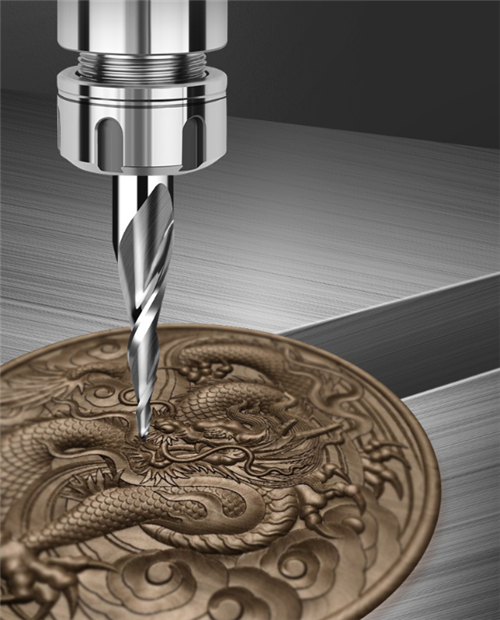
جيئن ته اسان سڀ ڄاڻون ٿا، گهڻا ماڻهو استعمال ڪندا آهنسي اين سي روٽر 1325 قيمت جي مشينڪٽڻ ۽ چٽسالي ڪاٺ، MDF، پلاسٽڪ، acrylic ۽ ٻين غير ڌاتو مواد.ڌاتو لاء، اهي سوچندا آهن، اهي تمام سخت آهن.cnc router مشين ڪاٺ چٽساليان کي ڪٽي نه سگھندو.پر، مان توهان کي ٻڌائڻ چاهيان ٿو1325 اي ٽي سي سي اين سي روٽر مشينپڻ ڌاتو کي پروسيس ڪري سگھي ٿو، سڀ ڌاتو دستياب ناهي.صرف نرم ڌاتو، جهڙوڪ ايلومينيم ۽ ٽامي وغيره. هي اهو قدم آهي ته ڪيئن استعمال ڪجيڪاٺ جي ڪٽڻ واري مشين سي اين سي روٽرايلومينيم کي ڪٽڻ.
قدم 1th، مشين جي طاقت کي چالو ڪريو ۽ ڪميونيڪيشن لائن کي ڳنڍيو ته يقيني بڻائين ته ڪنٽرول سسٽم مشين کي عام طور تي هلائي سگھي ٿو.

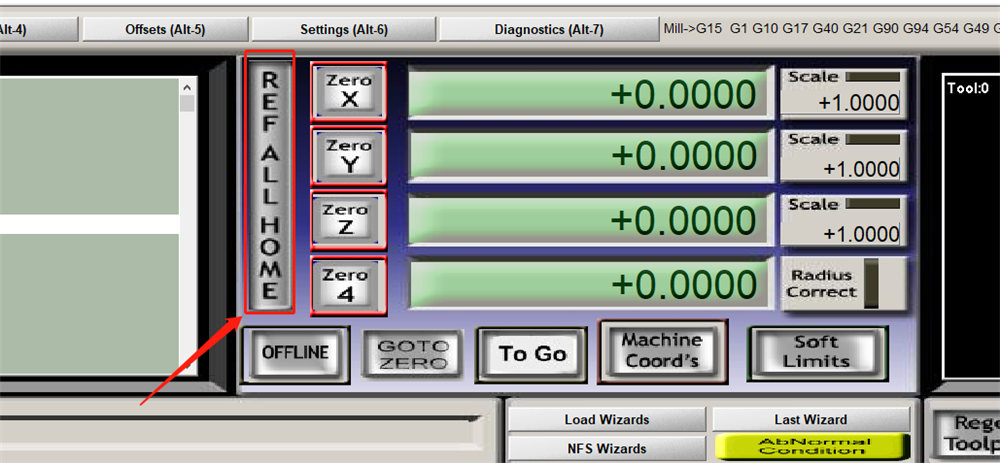
قدم 2th، مشين جي XYZ محور کي مشيني اصليت ڏانهن موٽڻ ڏيو انهي کي يقيني بڻائڻ ته هر محور جي حدن کي عام طور تي استعمال ڪري سگهجي ٿو.
قدم 3th، پروسيسنگ لاء اوزار نصب ڪريو، اوزار کي مضبوط ۽ مستحڪم کي يقيني بڻائي.(ايلومينيم لاءِ مواد پروفيشنل اوزارن لاءِ ٽنگسٽن اسٽيل مصر استعمال ڪيو وڃي. سنگل ڪنڊي وارو هيليڪل چاقو ۽ فليٽ هيٺان ٻه طرفي هيليڪل چاقو ڪٽڻ لاءِ موزون آهن، ۽ ٽيپر ٿيل بال چاقو ۽ فليٽ هيٺان نمايان چاقو مناسب آهن. نقاشي.)



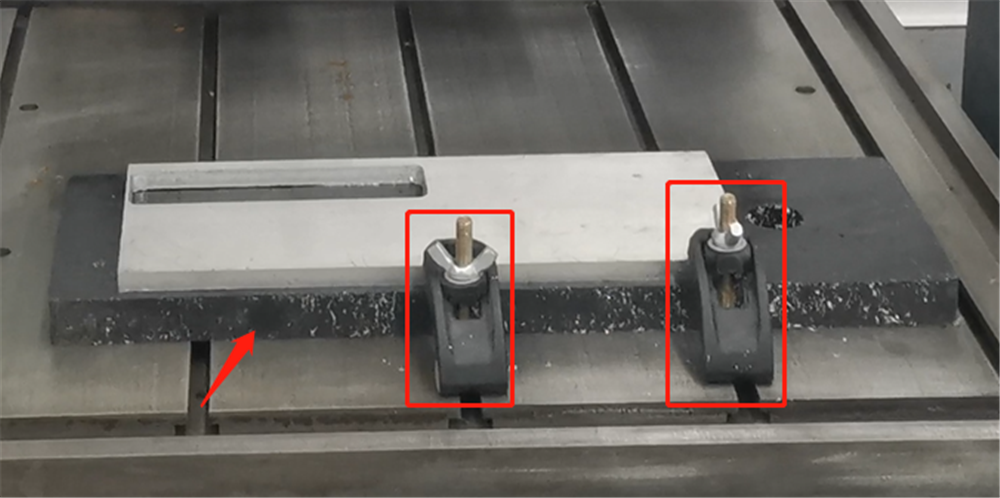
قدم 4، اوزار استعمال ڪريو درست ڪريو مواد کي پروسيس ڪرڻ جي ضرورت آھي.(نوٽ: هڪ کثافت بورڊ لازمي طور تي پروسيسنگ مواد جي هيٺان رکيل هجي ته جيئن پروسيسنگ مواد کي ڪٽڻ وقت ميز کي نقصان نه ٿئي)
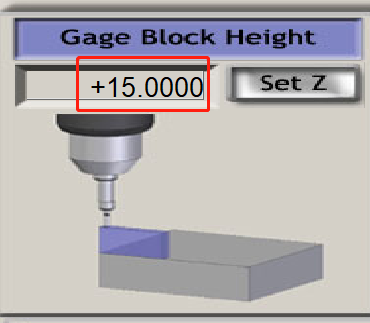
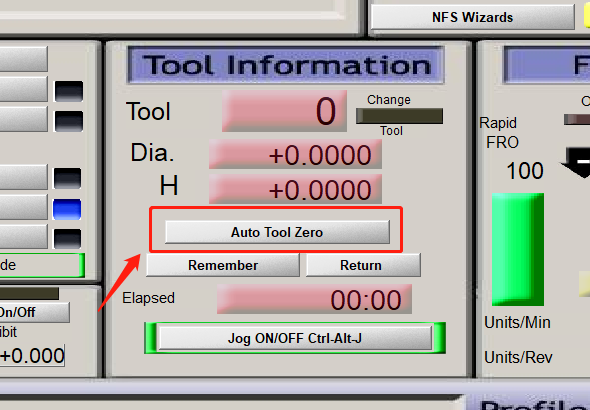
قدم 5th، سافٽ ويئر ڪنٽرول ذريعي، XYZ محور کي مشيني مواد جي شروعاتي نقطي ڏانهن منتقل ڪريو.(XY محور جي همراهن کي صاف ڪرڻ کان پوء، پروسيس ٿيڻ لاء مواد جي مٿاڇري تي ٽول سيٽنگ بلاڪ کي جاء ڏيو. Z محور جي اوزار سيٽنگ فنڪشن کي استعمال ڪرڻ کان پوء، Z محور جي مشين جي شروعاتي نقطي خودڪار طور تي تصديق ڪئي وئي آهي. مهرباني ڪري نوٽ ڪريو جڏهن Z محور پروسيسنگ مواد جي مٿاڇري تي منتقل ٿئي ٿو 1cm، سافٽ ويئر جاگ ڪنٽرول استعمال ڪندي، Z محور کي آهستي آهستي مواد جي مٿاڇري تي هيٺ اچڻ ڏيو.)
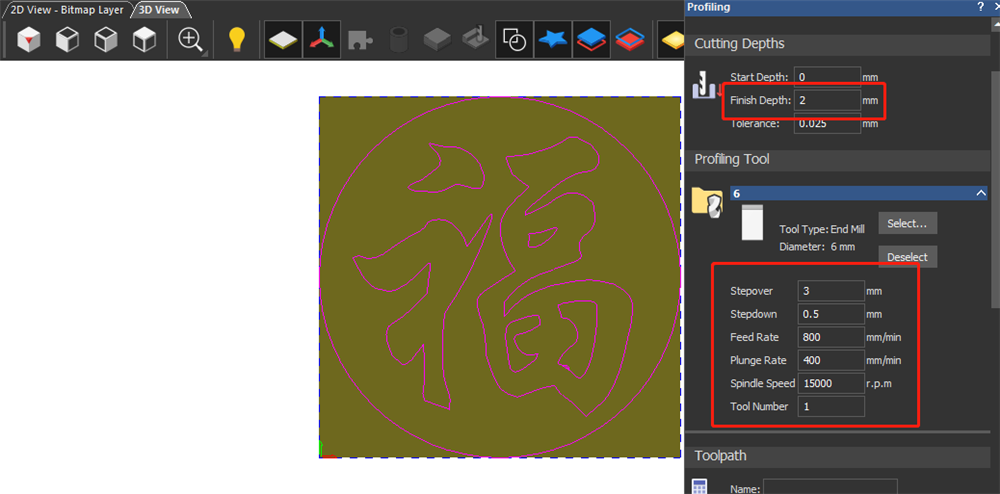
قدم 6، NC فائل درآمد ڪريو ڪنٽرول سافٽ ويئر ۾ پروسيس ٿيڻ لاء.(جيڪڏهن پروسيسنگ دوران ڪا ايمرجنسي آهي، مهرباني ڪري ايمرجنسي اسٽاپ سوئچ کي دٻايو) ايلومينيم پليٽ جي پروسيسنگ لاءِ پيٽرول مقرر ڪريو.اسپنڊل ۽ اوزار جي وضاحتن جي مطابق، سيٽ پروسيسنگ پيٽرولر 600-2000mm / منٽ جي رفتار ۽ 12000-15000rpm جي گردش جي رفتار بابت آهن.چاقو جي کوٽائي 0.2 -0.5mm آهي.اوزار جو قطر جيترو ننڍو هوندو، اوترو اوترو ڪٽڻ جي کوٽائي.اهي 6mm قطر جي چاقو سان ايلومينيم پليٽ کي ڪٽڻ جا معيار آهن.
قدم 7 هين، آئل مِسٽ پمپ کولنٽ کي انجيڪٽ ڪري ٿو، ايئر ڪمپريسر 0.2-0.4mpa سان تعاون ڪريو، آئل مِسٽ کولنگ ڊيوائس جي سوئچ کي آن ڪريو، اسپرير کي ٽول جي چپ سان ترتيب ڏيو، ٽول کي ٿڌو ڪريو، ۽ swarf کي هٽايو.



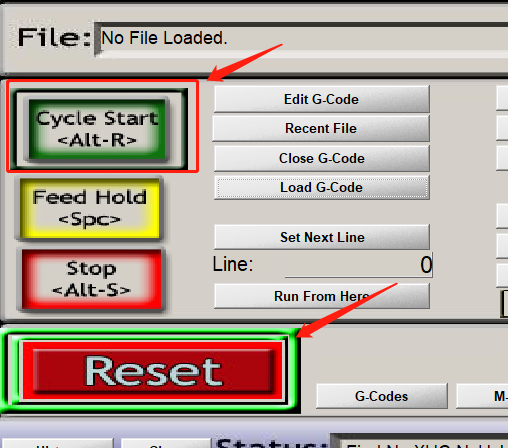
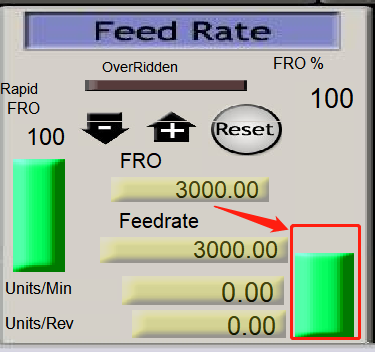
مرحلا 8، پروسيسنگ شروع ڪرڻ لاءِ شروعاتي بٽڻ تي ڪلڪ ڪريو.(نوٽ: جڏهن مشين کي پروسيسنگ شروع ڪرڻ لاءِ استعمال ڪيو وڃي، پڪ ڪريو ته شروعاتي پروسيسنگ جي رفتار کي گهٽايو وڃي. جيڪڏهن پروسيسنگ سان ڪو مسئلو ناهي ته، پروسيسنگ جي رفتار کي ٿوري دير سان سيٽ رفتار تي بحال ڪري سگهجي ٿو.)
Jinan Tekai مشينري ڪمپنيء، ل.
ٽيليفون: +86 18615261626
Whatsapp:+8618615261626
اي ميل:info@tekaicnc-laser.com
شامل ڪريو: 517، فينڪس ماؤنٽين انٽرنيشنل ڪلچرل سٽي، نمبر 8 بايوشان ڏکڻ روڊ، ٽيانقيو ضلعي، جنان، شنڊونگ، چين
© ڪاپي رائيٽ - 2010-2023: سڀ حق محفوظ آهن.
گرم مصنوعات - سائيٽ ميپ



