

جیسا کہ ہم سب جانتے ہیں، زیادہ تر لوگ استعمال کرتے ہیں۔سی این سی راؤٹر 1325 قیمت والی مشینلکڑی، MDF، پلاسٹک، ایکریلک اور دیگر غیر دھاتی مواد کو کاٹنا اور کندہ کرنا۔دھات کے لئے، وہ سوچتے ہیں، وہ بہت مشکل ہیں.سی این سی راؤٹر مشین لکڑی کی کندہ کاریانہیں کاٹ نہیں سکتے۔لیکن، میں آپ کو بتانا چاہتا ہوں۔1325 اے ٹی سی سی این سی روٹر مشینبھی دھات پر کارروائی کر سکتے ہیں، تمام دھات دستیاب نہیں ہے.صرف نرم دھات، جیسے ایلومینیم اور کاپر وغیرہلکڑی کاٹنے والی مشین سی این سی روٹرایلومینیم کاٹنا.
مرحلہ 1، مشین کی پاور آن کریں اور کمیونیکیشن لائن کو جوڑیں تاکہ یہ یقینی بنایا جا سکے کہ کنٹرول سسٹم مشین کو عام طور پر چلا سکتا ہے۔

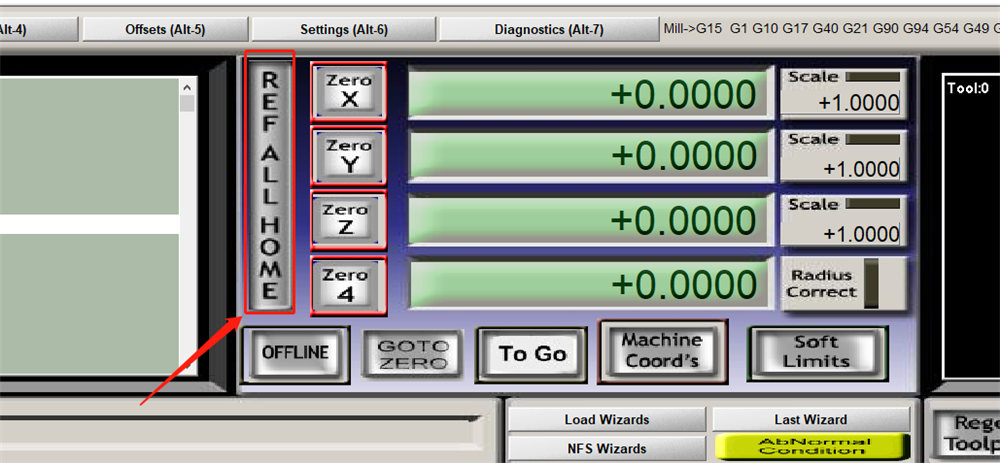
مرحلہ 2، مشین کے XYZ محور کو مکینیکل اصل کی طرف لوٹنے دیں تاکہ یہ یقینی بنایا جا سکے کہ ہر ایک محور کی حدود کو عام طور پر استعمال کیا جا سکتا ہے۔
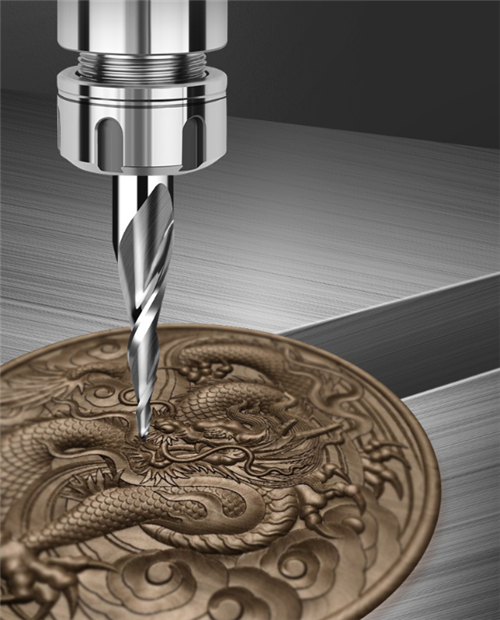
تیسرا مرحلہ، پروسیسنگ کے لیے ٹولز انسٹال کریں، ٹولز کے مضبوط اور مستحکم ہونے کو یقینی بنائیں۔(ایلومینیم کے لیے مواد پیشہ ورانہ ٹولز میں ٹنگسٹن اسٹیل الائے استعمال کیا جانا چاہیے۔ سنگل دھاری ہیلیکل چھری اور فلیٹ نیچے والا دو دھاری ہیلیکل چاقو کاٹنے کے لیے موزوں ہیں، اور ٹاپرڈ گیند چاقو اور فلیٹ نیچے والا نوکدار چاقو موزوں ہے۔ نقش و نگار۔)



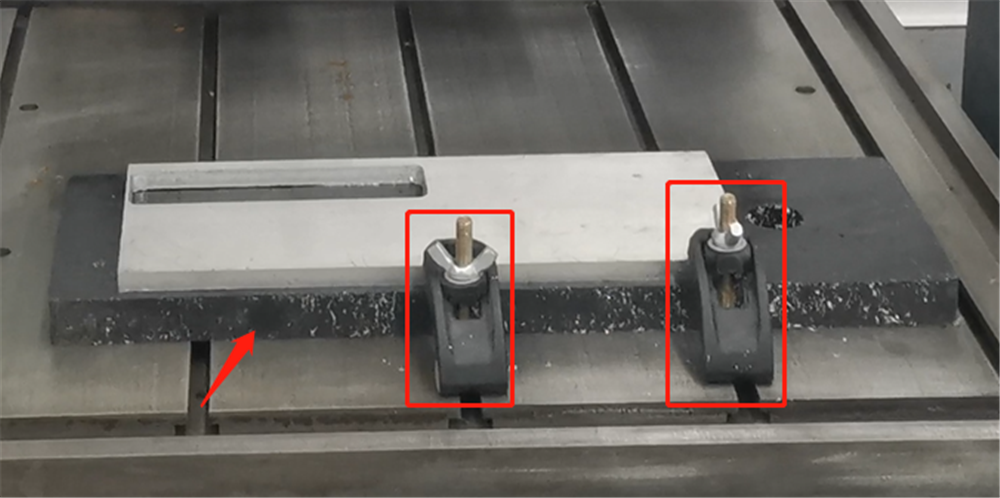
مرحلہ 4، ٹولز کا استعمال کریں جس مواد پر کارروائی کی ضرورت ہے اسے ٹھیک کریں۔(نوٹ: پروسیسنگ میٹریل کے نیچے کثافت کا بورڈ لگانا ضروری ہے تاکہ پروسیسنگ میٹریل کو کاٹتے وقت ٹیبل کو نقصان نہ پہنچے)
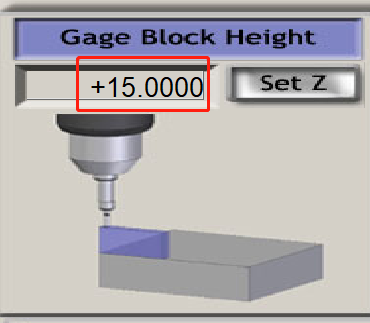
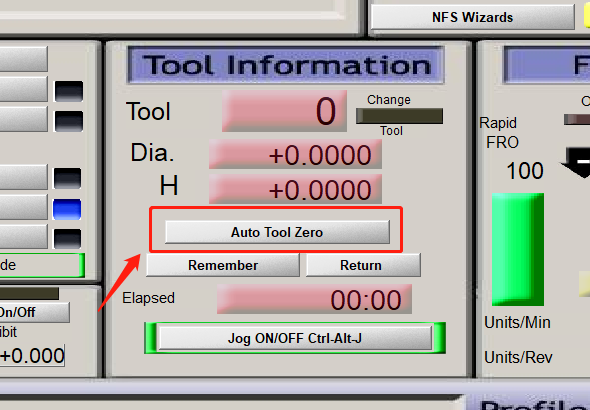
مرحلہ 5، سافٹ ویئر کنٹرول کے ذریعے، XYZ محور کو مشینی مواد کے نقطہ آغاز پر منتقل کریں۔(XY محور کوآرڈینیٹس کے صاف ہونے کے بعد، ٹول سیٹنگ بلاک کو مواد کی سطح پر رکھیں جس پر عمل کیا جائے۔ Z محور کے ٹول سیٹنگ فنکشن کو استعمال کرنے کے بعد، Z محور کا مشینی آغاز پوائنٹ خود بخود تصدیق ہو جاتا ہے۔ براہ کرم نوٹ کریں کہ جب Z محور پروسیسنگ میٹریل کی سطح 1 سینٹی میٹر کی طرف بڑھتا ہے، سافٹ ویئر جاگ کنٹرول کا استعمال کرتے ہوئے، Z محور کو آہستہ آہستہ مواد کی سطح پر آنے دیں۔)
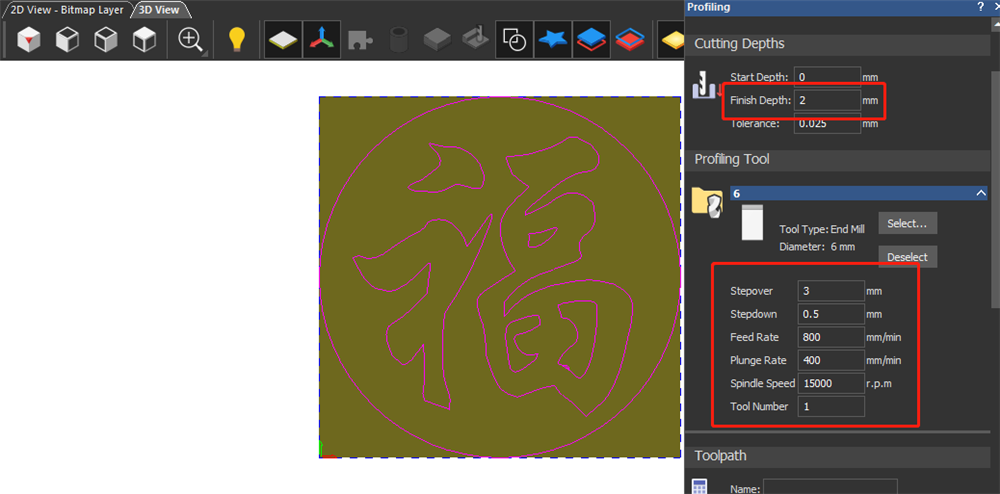
مرحلہ 6، کنٹرول سافٹ ویئر میں پروسیس ہونے والی NC فائل کو درآمد کریں۔(اگر پروسیسنگ کے دوران کوئی ہنگامی صورت حال ہو تو، براہ کرم ایمرجنسی سٹاپ سوئچ کو دبائیں) ایلومینیم پلیٹ کی پروسیسنگ کے لیے پیرامیٹرز سیٹ کریں۔سپنڈل اور ٹول کی تصریحات کے مطابق، سیٹ پروسیسنگ پیرامیٹرز تقریباً 600-2000mm/min کی رفتار اور 12000-15000rpm کی گردش کی رفتار کے بارے میں ہیں۔چاقو کی گہرائی 0.2 -0.5 ملی میٹر ہے۔ٹول کا قطر جتنا چھوٹا ہوگا، کاٹنے کی گہرائی اتنی ہی کم ہوگی۔یہ 6 ملی میٹر قطر کے چاقو سے ایلومینیم پلیٹوں کو کاٹنے کے پیرامیٹرز ہیں۔
مرحلہ 7، آئل مسٹ پمپ کولنٹ لگاتا ہے، ایئر کمپریسر 0.2-0.4mpa کے ساتھ تعاون کرتا ہے، آئل مسٹ کولنگ ڈیوائس کا سوئچ آن کرتا ہے، اسپریئر کو ٹول کی نوک کے ساتھ سیدھ میں کرتا ہے، ٹول کو ٹھنڈا کرتا ہے، اور سویرف کو ہٹاتا ہے۔



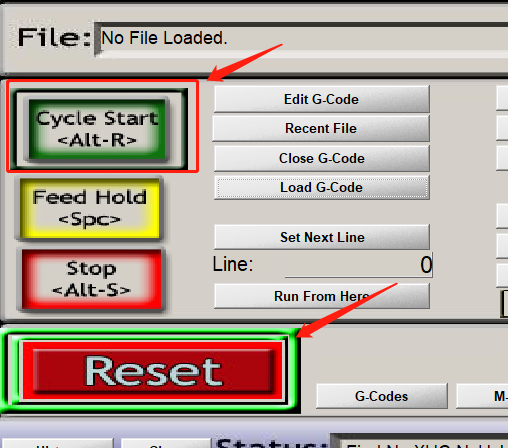
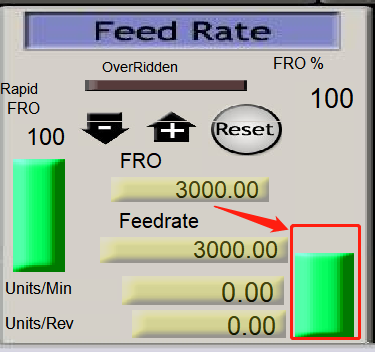
مرحلہ 8، پروسیسنگ شروع کرنے کے لیے اسٹارٹ بٹن پر کلک کریں۔(نوٹ: پروسیسنگ شروع کرنے کے لیے مشین کا استعمال کرتے وقت، ابتدائی پروسیسنگ کی رفتار کو کم کرنا یقینی بنائیں۔ اگر پروسیسنگ میں کوئی مسئلہ نہیں ہے تو، پروسیسنگ کی رفتار کو تھوڑا تھوڑا کرکے سیٹ رفتار پر بحال کیا جا سکتا ہے۔)
جنان ٹیکائی مشینری کمپنی، لمیٹڈ
ٹیلی فون: +86 18615261626
واٹس ایپ:+8618615261626
ای میل:info@tekaicnc-laser.com
شامل کریں: 517، فینکس ماؤنٹین انٹرنیشنل کلچرل سٹی، نمبر 8 بیاوشان ساؤتھ روڈ، تیانقیاؤ ڈسٹرکٹ، جنان، شیڈونگ، چین
© کاپی رائٹ - 2010-2023: جملہ حقوق محفوظ ہیں۔
گرم مصنوعات - سائٹ کا نقشہ



