

Khắc tiếp tục điểm dừng được chia thành hai trường hợp:
Ví dụ: Khi dụng cụ gia công bị hỏng, bạn cần tiếp tục gia công ở dụng cụ bị hỏng.
Hãy cẩn thận để không tắt máybộ định tuyến trung quốc cncvà phần mềm Mach3.
Bước 1)Dừng trục chính củabộ định tuyến cnc chế biến gỗquay và thay thế bằng một công cụ gia công mới.
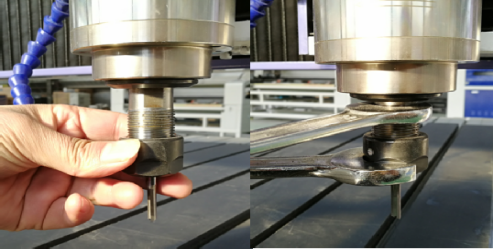
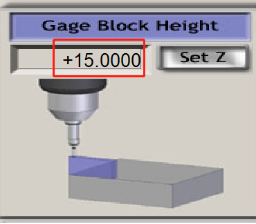
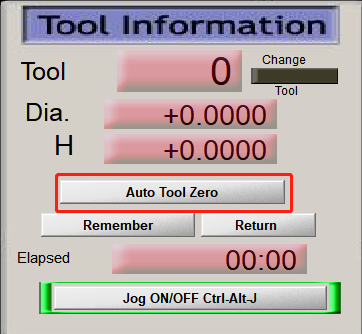
Bước 2)Thực hiện cài đặt công cụ trên trục Z và xác định lại chiều cao công cụ trục Z.

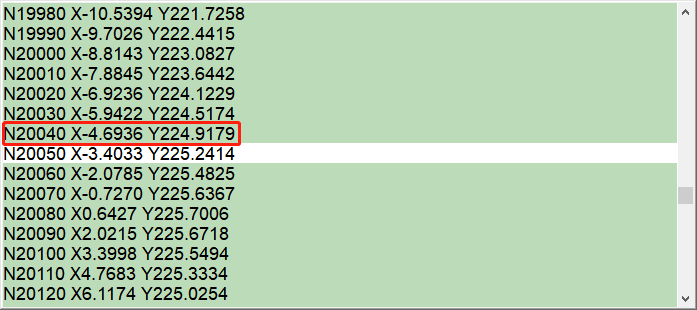
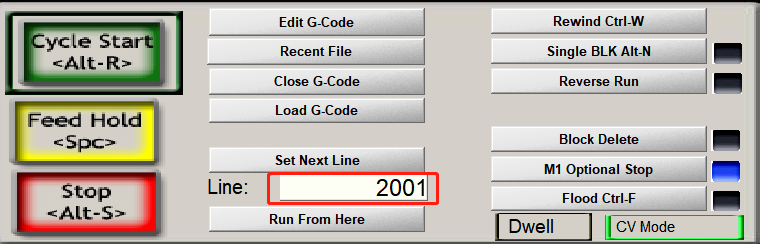
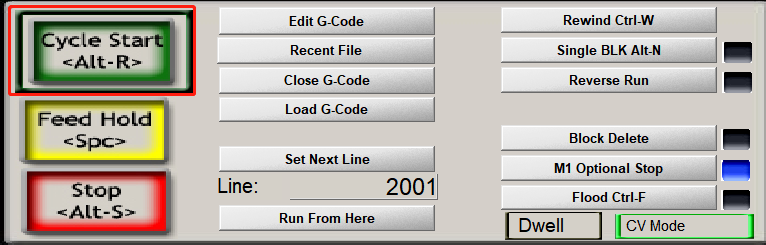
Bước 3)Bạn cần ước lượng số dòng mà dao bị hỏng, (ví dụ máy bị hỏng ở dòng 2004 thì bạn
cần ghi số 2003 hoặc 2001. Số dòng của khởi động lại phải nhỏ hơn số dòng của dao hỏng)
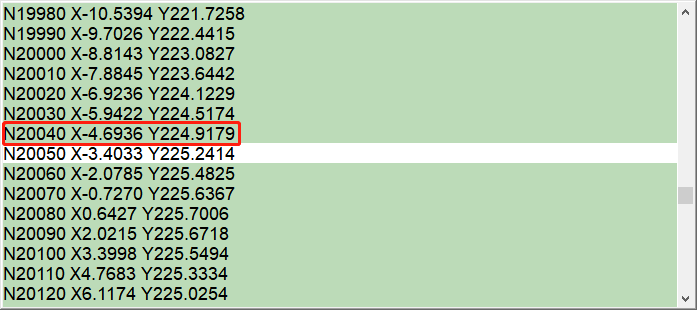
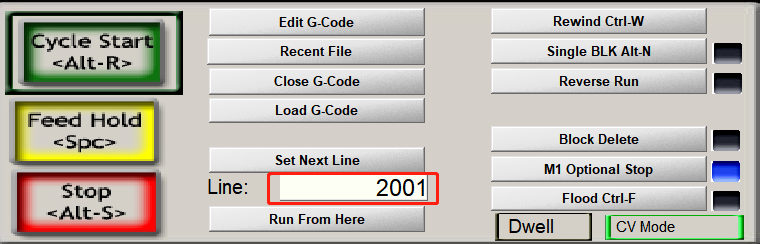
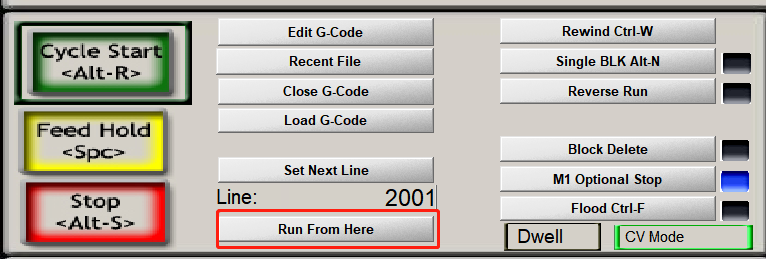
Bước 4)Nhấp vào nút “Chạy từ đây” trên giao diện phần mềm Mach3 và trục Z củamáy khắc gỗ cncnhanh chóng di chuyển trở lại
vị trí trên dòng đầu vào số 2001.
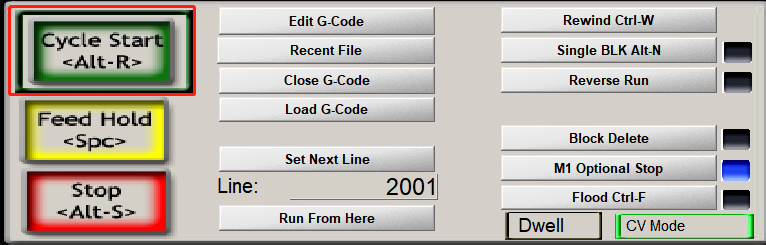
Bước 5)Nhấp vào nút “Cycle Start” trên giao diện phần mềm Mach3, vàbộ định tuyến cnc 4 x 8sẽ bắt đầu xử lý.
Ví dụ: Sau khi mất điện,máy bào gỗ 3 trục cnc 1325khởi động lại, vàmáy định tuyến cnc với trục quaycần tiếp tục làm việc tại điểm dừng.
Khi cả máy tính vàmáy định tuyến cnc tự độngbị tắt do mất điện, máy cần tiếp tục khắc tại điểm dừng.
Bước 1)Bật máy tính vàmáy bào gỗ cnc 3 trục, và để trục XYZ của máy quay về gốc cơ học.

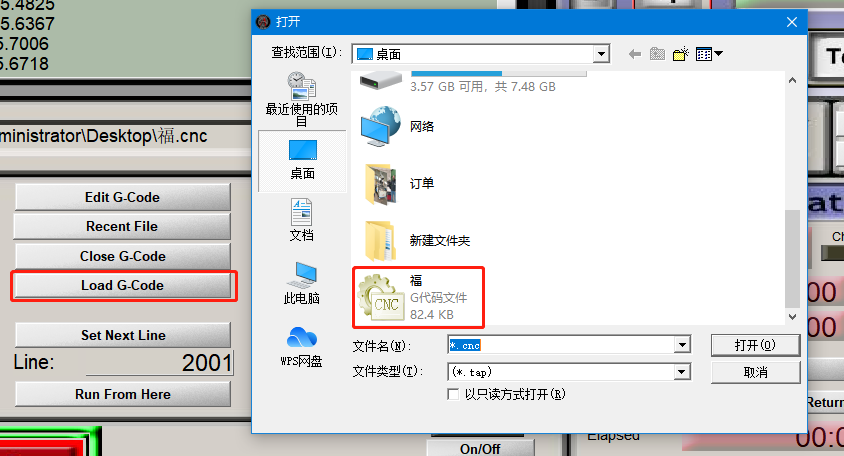
Bước 2)Phần mềm Mach3 nhập lại các tệp cần thiết.
Bước 3)Tìm điểm tham chiếu định vị theo cách thủ công khi tệp bắt đầu xử lý, sau đó đặt lại trục XYZ về 0.(Nếu
điểm tham chiếu định vị được phần mềm Mach3 ghi nhớ và phần mềm Mach3 không bị đóng, không cần
định vị lại)
Bước 4: Bạn cần ước lượng số dòng mà dao bị hỏng, (ví dụ máy gãy ở dòng 2004 thì bạn cần
để ghi số 2003 hoặc 2001. Số dòng khởi động lại phải nhỏ hơn số dòng nơi dao bị gãy)
Bước 5: Nhấn nút “Run From here” trên giao diện phần mềm Mach3, trục Z của máy di chuyển nhanh về vị trí
vị trí trên dòng đầu vào số 2001.
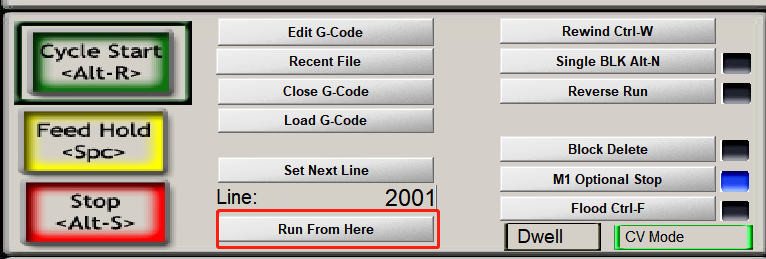
Bước 6: Nhấn vào nút “Cycle Start” trên giao diện phần mềm Mach3, máy sẽ bắt đầu xử lý.
Lưu ý: Sau khi cắt điện và tiếp tục khắc, có thể có những dấu sai nhỏ không thể loại bỏ.
Tế Nam Tekai Máy móc Công ty TNHH
ĐT: +86 18615261626
Whatsapp:+8618615261626
E-mail:info@tekaicnc-laser.com
Add: 517, Phoenix Mountain International Cultural City, No.8 Biaoshan South Road, Tianqiao District, Tế Nam, Sơn Đông, Trung Quốc
© Copyright - 2010-2023 : All Rights Reserved.
sản phẩm nổi bật - Sơ đồ trang web



